中文
定制零件CNC加工服务
我们的按需精密CNC铣削服务,专为需高质量、可靠且高效的超合金、陶瓷、不锈钢、铝和钛零件CNC铣削解决方案的行业量身定制。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
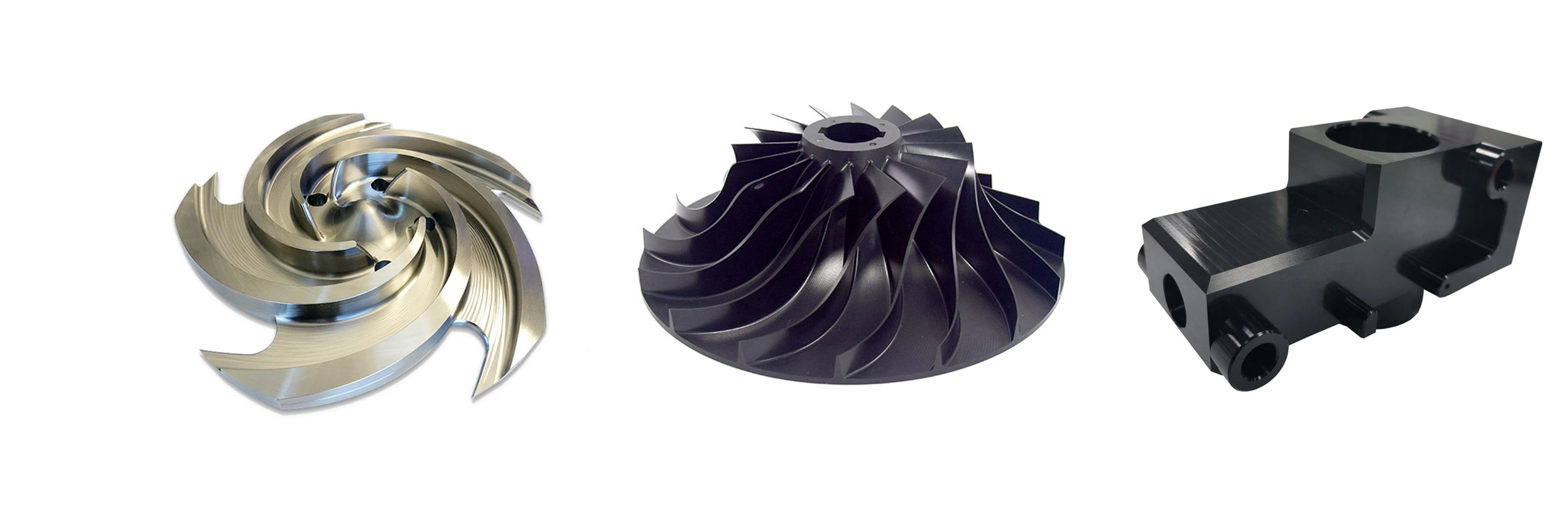
定制零件CNC加工制造
我们提供铣削、车削及多轴CNC精密加工服务。具备成熟的先进材料加工技术,涵盖高温合金、铁基金属、塑料、陶瓷等。并通过审核合作伙伴提供包括表面处理在内的一站式服务。

EDM服务精准切割复杂形状、欠切结构、高温合金及其他难加工材料,最大公差±0.005毫米。
EDM服务精准切割复杂形状、欠切结构、高温合金及其他难加工材料,最大公差±0.005毫米。
EDM服务精准切割复杂形状、欠切结构、高温合金及其他难加工材料,最大公差±0.005毫米。

我们的CNC加工服务为超合金、金属、塑料和陶瓷提供高精度定制零件,支持快速原型和按需制造。

我们提供按需CNC铣削制造服务,支持复杂零件高精度加工(±0.001英寸),具备3轴、4轴和5轴加工能力。

定制CNC车削服务,提供精准的圆柱形零件,公差严格,适用于超合金、金属、塑料、陶瓷及高性能材料。

我们的CNC深孔钻削服务,提供精准孔加工,公差严格,适合多种材料和应用。最大深径比达100:1。

我们的CNC镗削服务提供精准孔径放大和精加工,确保大型及复杂零件的高精度,并支持内花键和内槽加工。

CNC磨削服务保证复杂形状的超精密表面处理及严格公差,适用于陶瓷、金属和超合金,确保高质量成果。

多轴加工服务利用4轴和5轴CNC机床生产复杂高精度零件,支持复杂几何形状和严格公差。

精密加工服务提供高精度严公差零件,满足多种材料和行业最严格的规格要求。
EDM服务精准切割复杂形状、欠切结构、高温合金及其他难加工材料,最大公差±0.005毫米。
我们的CNC加工服务为超合金、金属、塑料和陶瓷提供高精度定制零件,支持快速原型和按需制造。
CNC加工材料
我们可加工高温合金如因科镍尔、钛合金等;铁基合金如不锈钢、碳钢等;塑料如ABS、PC、POM、PEEK等;陶瓷如氧化铝、氧化锆等。主要用于航空航天、燃气轮机高温合金结构件及医疗行业精密零件的加工。

CNC加工零件应用
CNC加工零件广泛应用于各行业,凭借其高精度、耐用性及多功能性。这些零件采用超合金、钛合金、铝合金、不锈钢及塑料制造,适用于航空航天、汽车、医疗设备、发电及机器人等高性能领域。CNC加工支持复杂几何形状、严格公差及高效生产,是制造发动机零件、结构部件、医疗器械和工业机械的理想选择,确保精度和重复性。

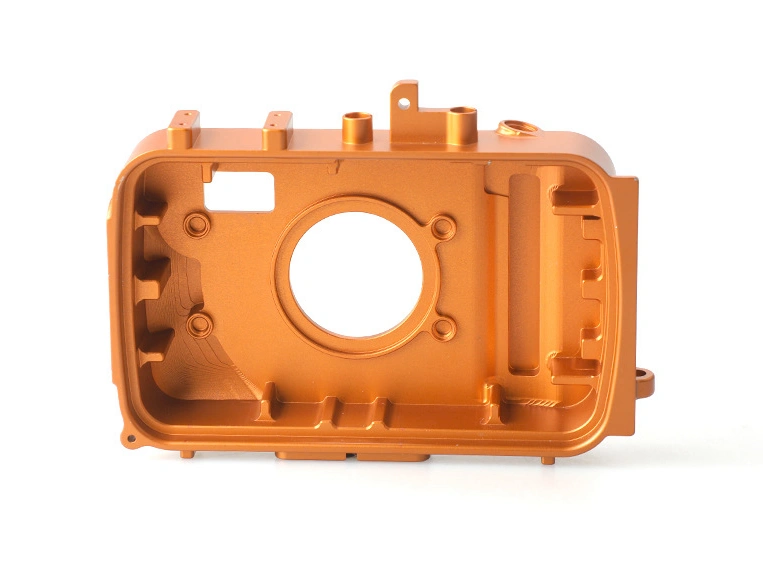
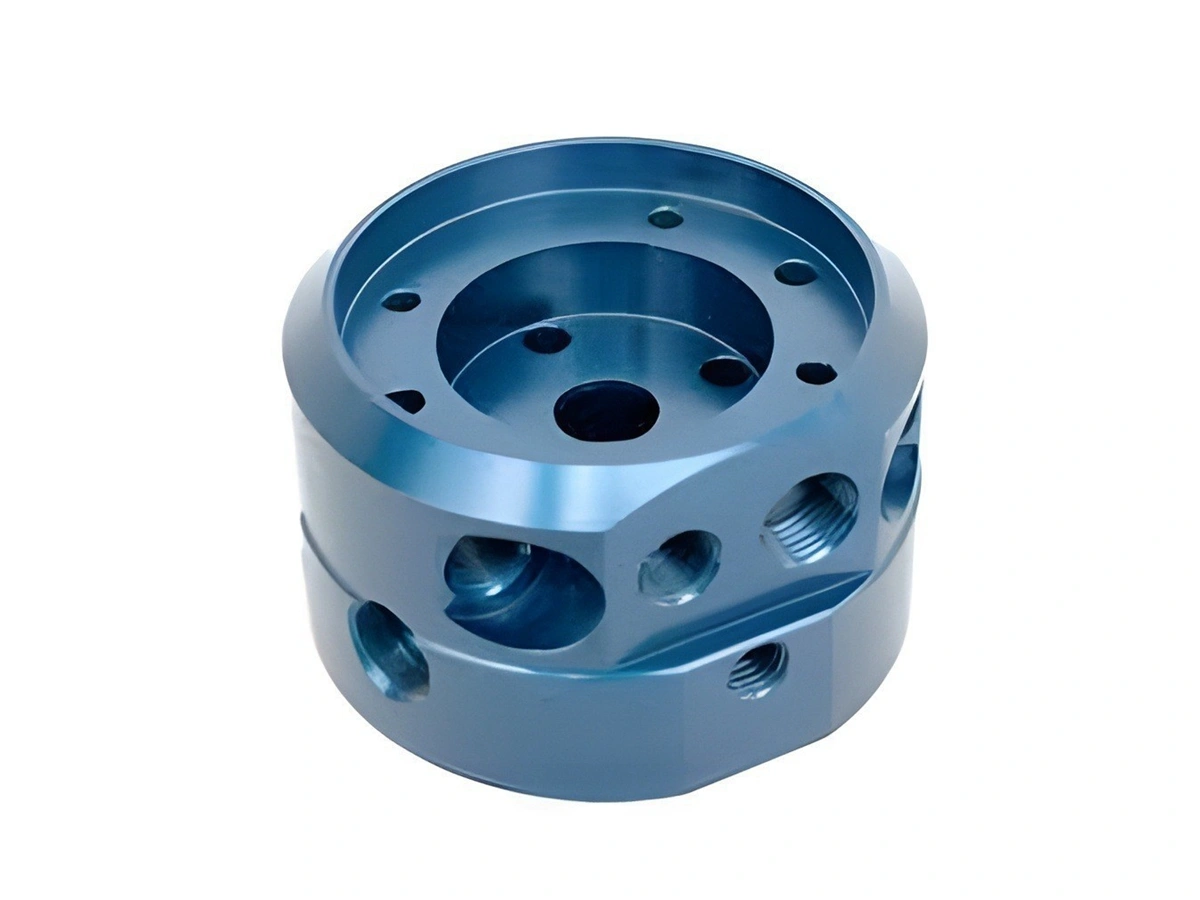
CNC加工零件表面处理
CNC加工零件的表面处理提升耐用性、性能和美观性,通过改变材料表面实现。常见工艺包括阳极氧化、电镀、涂层、抛光和喷丸。这些处理增强耐腐蚀性、耐磨性和表面硬度。例如,铝阳极氧化可提高耐腐蚀性,喷丸处理能改善抗疲劳性能。表面处理对于航空航天、汽车和医疗设备等行业尤为关键,以保证零件在严苛环境中的寿命和可靠性。
























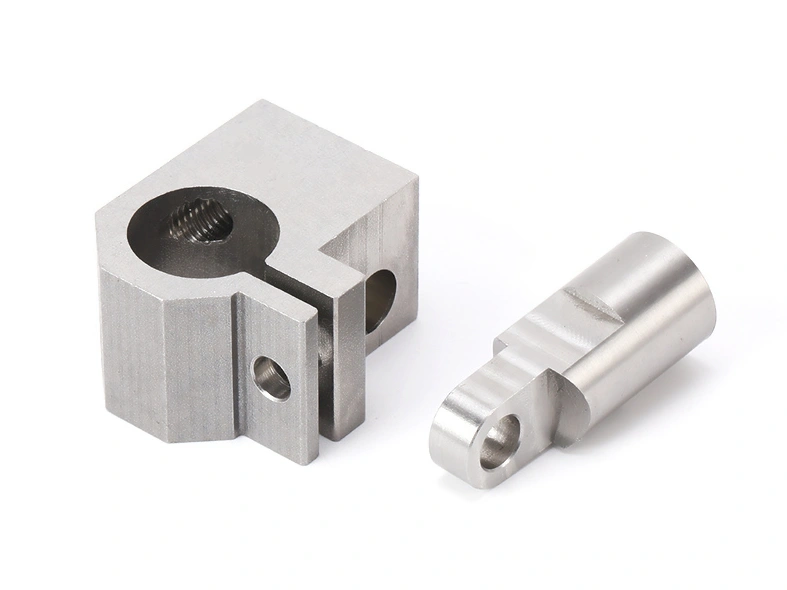
CNC加工零件案例研究
浏览我们的CNC加工零件案例,展示航空航天、汽车、医疗等行业的精密制造。了解我们如何利用因科镍尔、钛合金、铝合金等材料,交付高质量定制CNC零件。






今天就开始一个新项目吧
CNC加工公差
CNC加工公差指加工过程中允许的零件尺寸变化。严格的公差确保高精度,尤其适用于航空航天、汽车和医疗设备中要求精确配合和功能的零件。
CNC加工设计建议
CNC加工设计建议侧重于优化零件以提高生产效率。重点包括采用圆角代替尖角,保持合理的孔深与直径比,避免过紧的公差,确保刀具可达性,简化形状,考虑零件重量和尺寸。这些策略可降低加工时间、成本和复杂度。






