中文

自动化零件加工
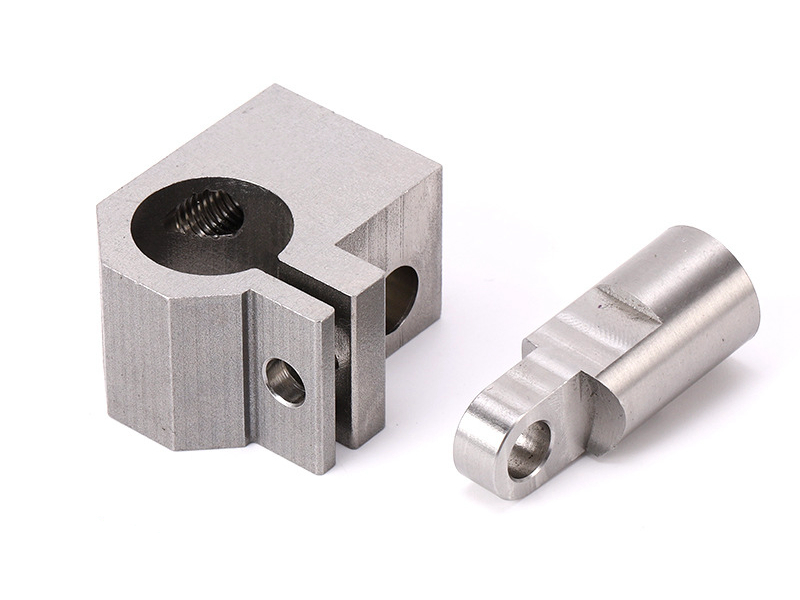
自动化零件加工使用先进的CNC工艺,如铣削、车削、钻孔、镗削、磨削和电火花加工(EDM),制造高精度自动化系统组件。这些零件是机器人、装配线及其它自动化设备的关键,确保最佳性能、耐用性和精确度。常用多轴及精密加工技术实现复杂且紧密公差设计。
自动化材料选择
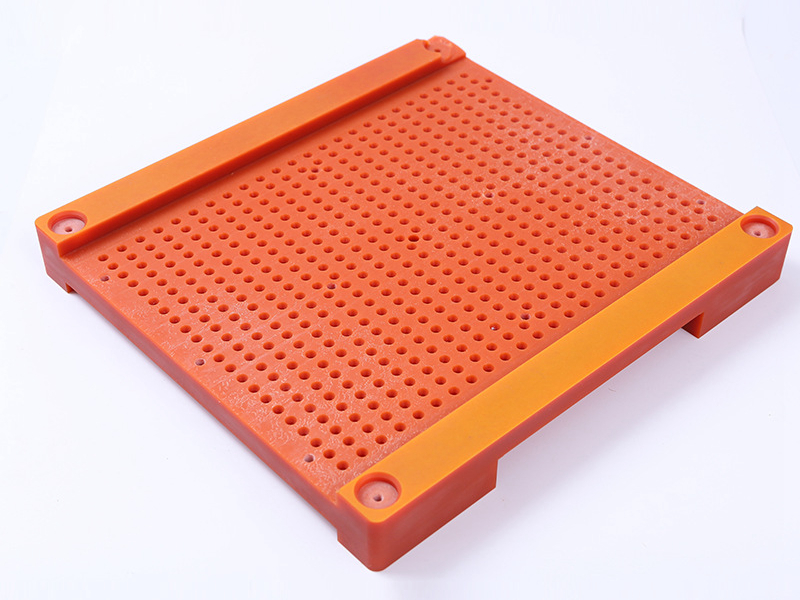
自动化零件要求材料具备高精度、耐用性和耐磨性。超级合金、钛、铝、铜、黄铜、青铜、碳钢、不锈钢、塑料和陶瓷常用于执行器、传感器、齿轮、外壳和自动化系统中的布线等组件。

常见自动化零件表面处理
常见的自动化零件通过多种表面处理提升性能和耐久性,包括阳极氧化、PVD、电镀和粉末涂层,改善耐腐蚀性、硬度和外观。钝化、喷砂和热处理等工艺提供额外保护和精度,确保自动化组件符合严格的质量标准,实现可靠性和长寿命。
























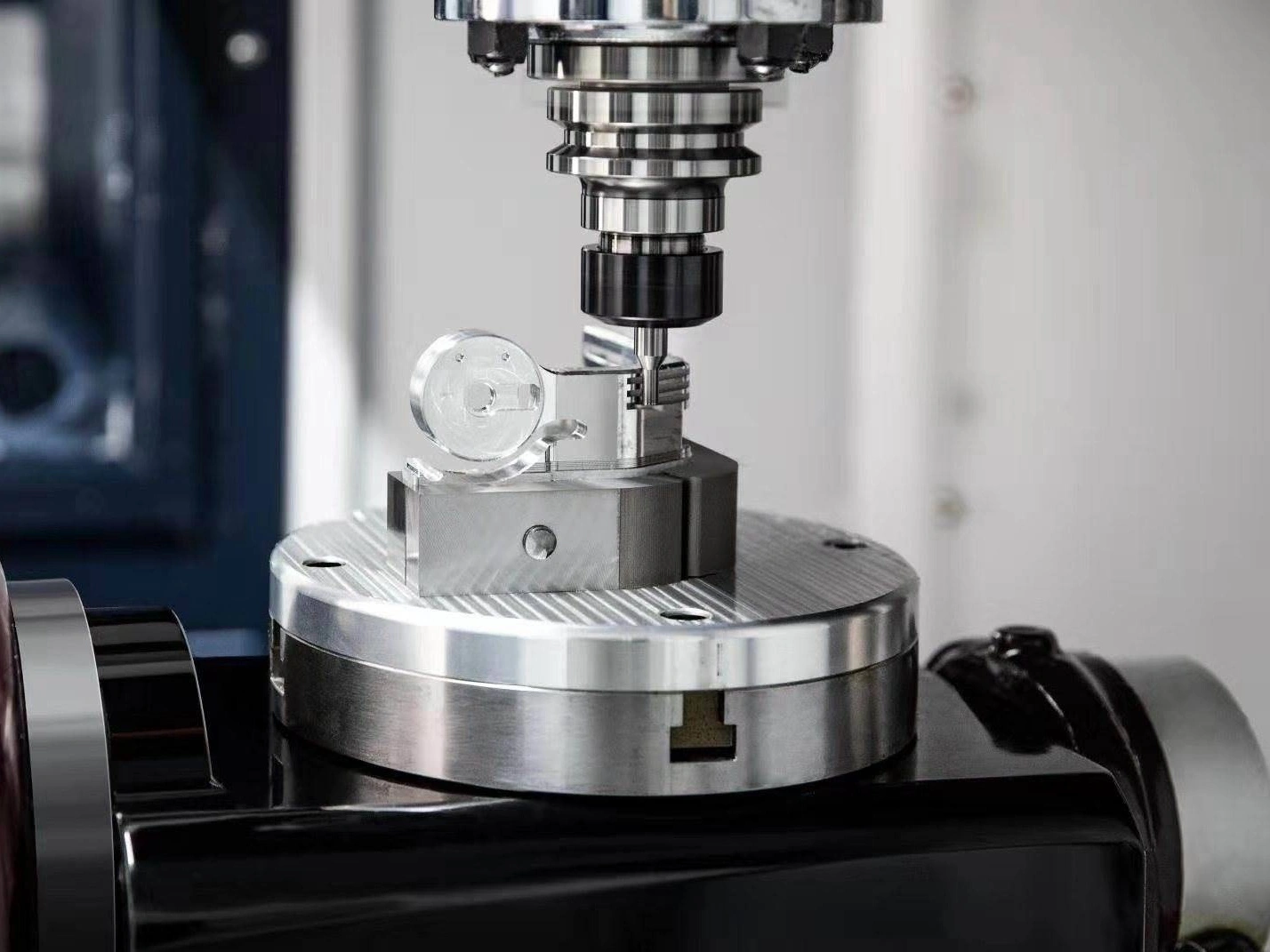
自动化设备CNC加工
自动化系统依赖CNC加工制造齿轮、外壳和安装座等组件,提供工业环境中无缝集成和连续运行所需的精度和耐用性。








今天就开始一个新项目吧
自动化组件设计与制造指南
精准的自动化组件设计强调公差控制、模块化、运动学对准、疲劳抗力及机电兼容性。这些指导原则确保工业自动化系统在动态、高吞吐量条件下的可靠性、可维护性及系统集成。