中文
精准在线不锈钢CNC加工服务
我们的精准在线不锈钢CNC加工服务提供高质量、定制设计的零件,满足紧密公差要求。采用先进CNC技术,为各行业提供精准高效的解决方案,确保耐用性、性能和准时交付。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
了解不锈钢CNC加工
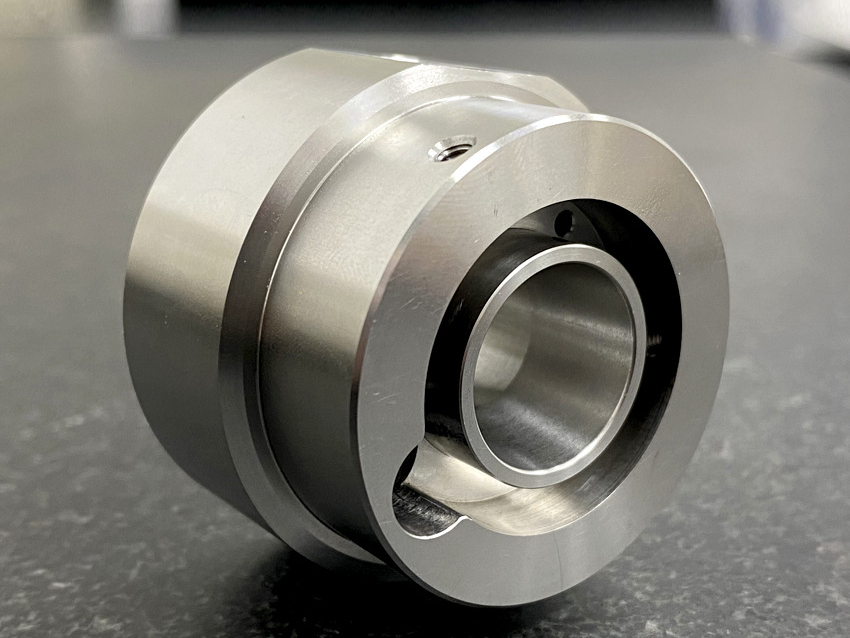
不锈钢CNC加工采用先进CNC技术对不锈钢零件进行精准切割、成型和表面处理。其高强度、耐腐蚀性和耐用性,使其成为要求强度、可靠性和精度的行业的理想选择。

常用不锈钢在CNC加工中的应用
CNC加工中常用的不锈钢包括SUS201、SUS303、SUS304、SUS316、SUS316L、SUS420、SUS430、SUS431、SUS440C、SUS440A、SUS630 (17-4PH)、SUS304L、SUS309、SUS310、SUS317、SUS321、SUS410、SUS904L和SUS2205等等级。这些材料具有优异的耐腐蚀性、强度和耐用性,非常适用于航空航天、汽车、医疗、食品加工、化工等行业。
不锈钢CNC加工零件的表面处理
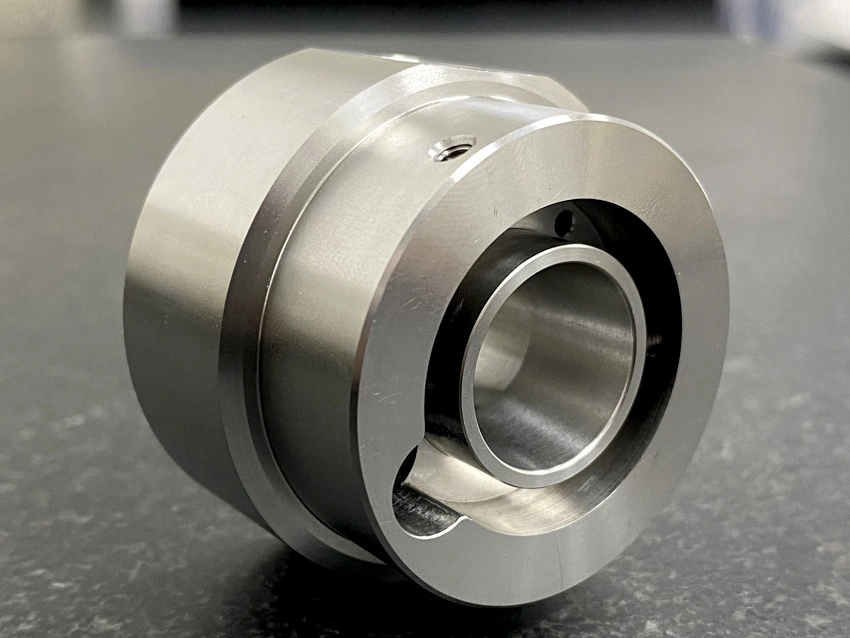
不锈钢CNC加工零件的表面处理提升耐久性、耐腐蚀性及美观性。常见工艺包括钝化、电镀、阳极氧化和抛光。这些工艺改善材料性能,使其适用于恶劣环境和高精度应用。
定制不锈钢CNC加工零件
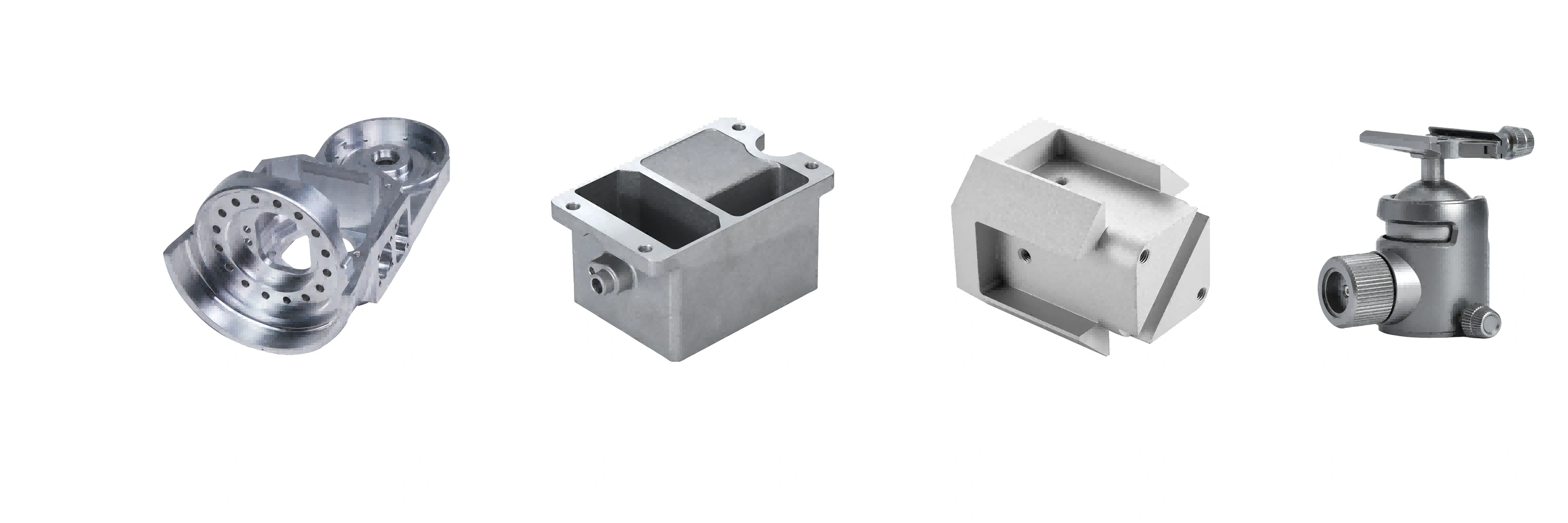
定制不锈钢CNC加工零件依据特定设计和应用量身打造,具备高精度和耐用性。采用先进CNC技术,适合航空航天、汽车、医疗和制造业等行业,确保最佳性能和可靠性。








今天就开始一个新项目吧
不锈钢加工建议
不锈钢加工建议关注优化公差、零件尺寸、生产批量及交期。关键考虑包括精密公差、最小壁厚和适当刀具,确保高品质、成本效益生产,适用于航空航天、汽车及医疗等行业。
不锈钢CNC加工参数建议
不锈钢CNC加工参数建议侧重优化主轴功率、切削深度、进给速度和刀具材料,以提升加工效率、精度及零件质量。这些参数对于实现复杂不锈钢零件的稳定性能和减少刀具磨损至关重要。