中文

消费品零件加工
消费品零件加工涉及通过多种CNC工艺(如铣削、车削、钻孔及磨削)精准制造组件。这些先进技术保证了电子产品、家电和个人设备的高精度和高质量。多轴加工和电火花加工为复杂形状提供增强的精度,满足现代消费品的需求。

消费品材料选择
在消费品制造中,超级合金、钛、铝、铜、黄铜、青铜、碳钢、不锈钢、塑料和陶瓷等材料,是制造耐用、功能性及美观产品(如厨具、电子产品、玩具和装饰品)的关键。

消费品常见表面处理
消费品常见表面处理包括喷漆、电镀、阳极化及粉末涂层等技术,提升美观度和耐久性。抛光、钝化和紫外涂层等工艺改善表面质量和耐磨性。特殊需求下,PVD、喷砂及特氟龙涂层提供增强性能,热处理强化材料延长使用寿命。
























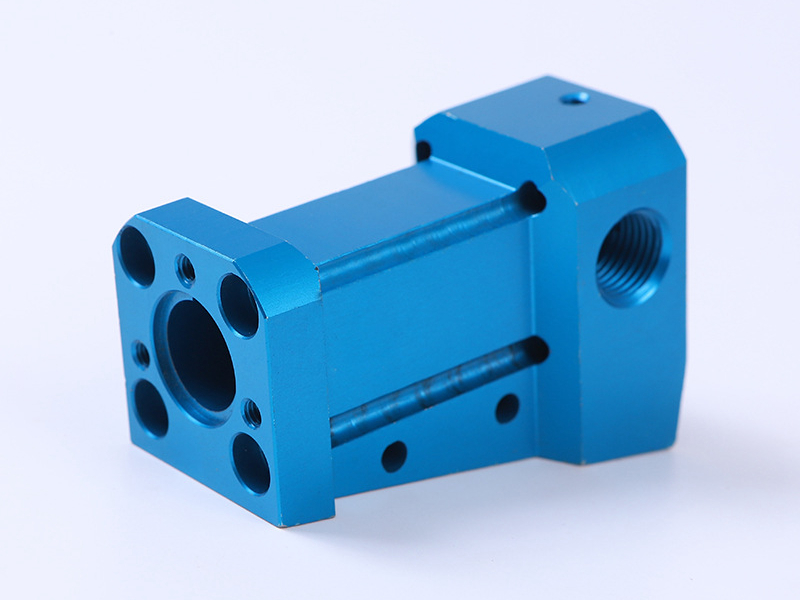
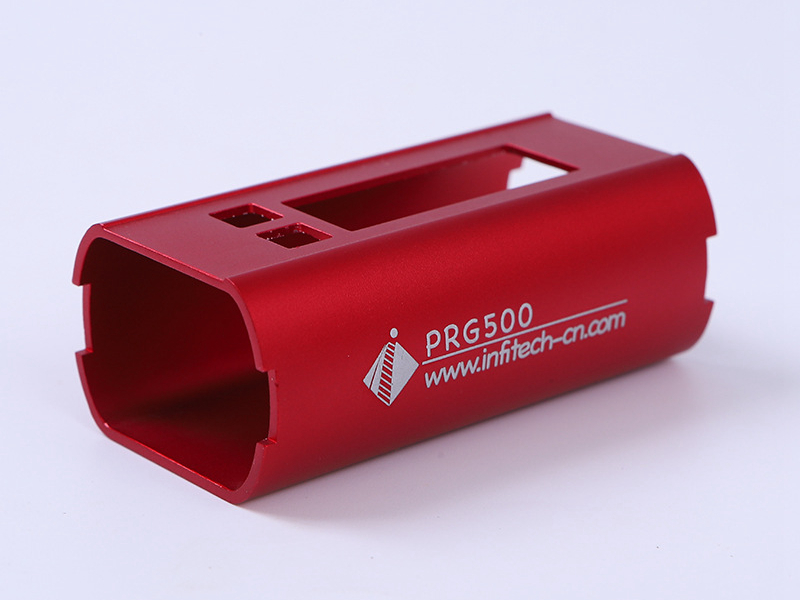
消费品CNC加工组件
消费品领域,CNC加工制造如外壳、支架及机箱等零件,提供高质量表面和精确公差,适用于日常电子设备、家电及配件。








今天就开始一个新项目吧
消费品设计指南
消费品设计融合功能工程、制造可行性、用户人体工学、视觉识别及全球合规性。本指南概述技术最佳实践,确保产品市场性能、生产可行性及消费者吸引力。
定制消费品制造注意事项
成功的定制消费品制造需精准结合工程可行性、视觉吸引力、成本效率及合规性。本指南提供面向工程的最佳实践,助力规模化生产。