中文
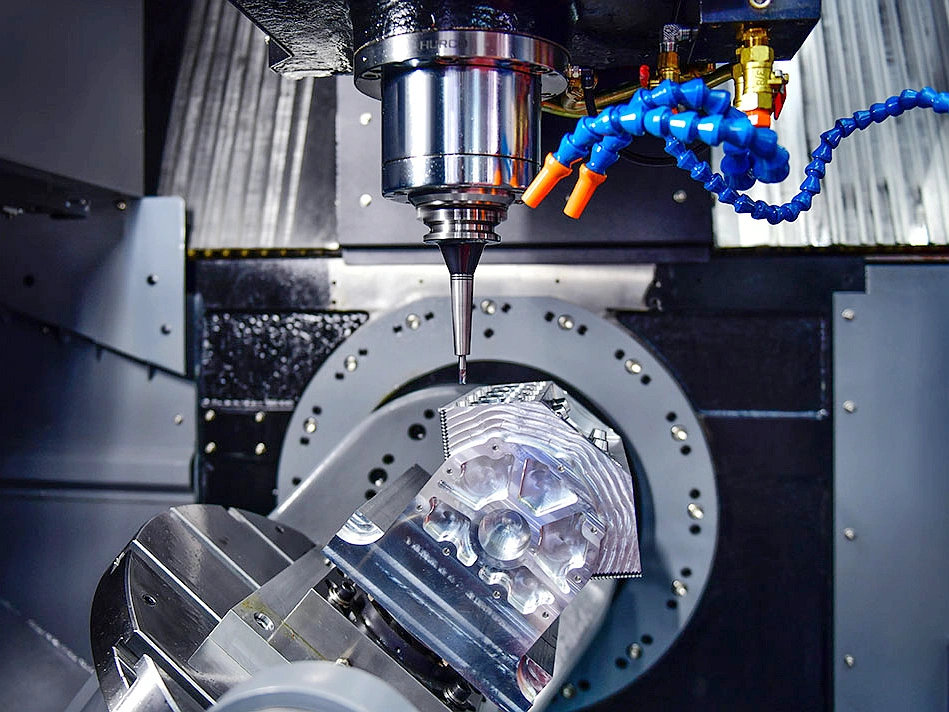
加工打样能力
Neway的加工打样能力涵盖CNC加工、CNC铣削、CNC车削、CNC钻孔、CNC镗孔、CNC磨削、多轴加工、精密加工及电火花加工(EDM)。我们提供高精度原型,保证卓越精度与快速交付。
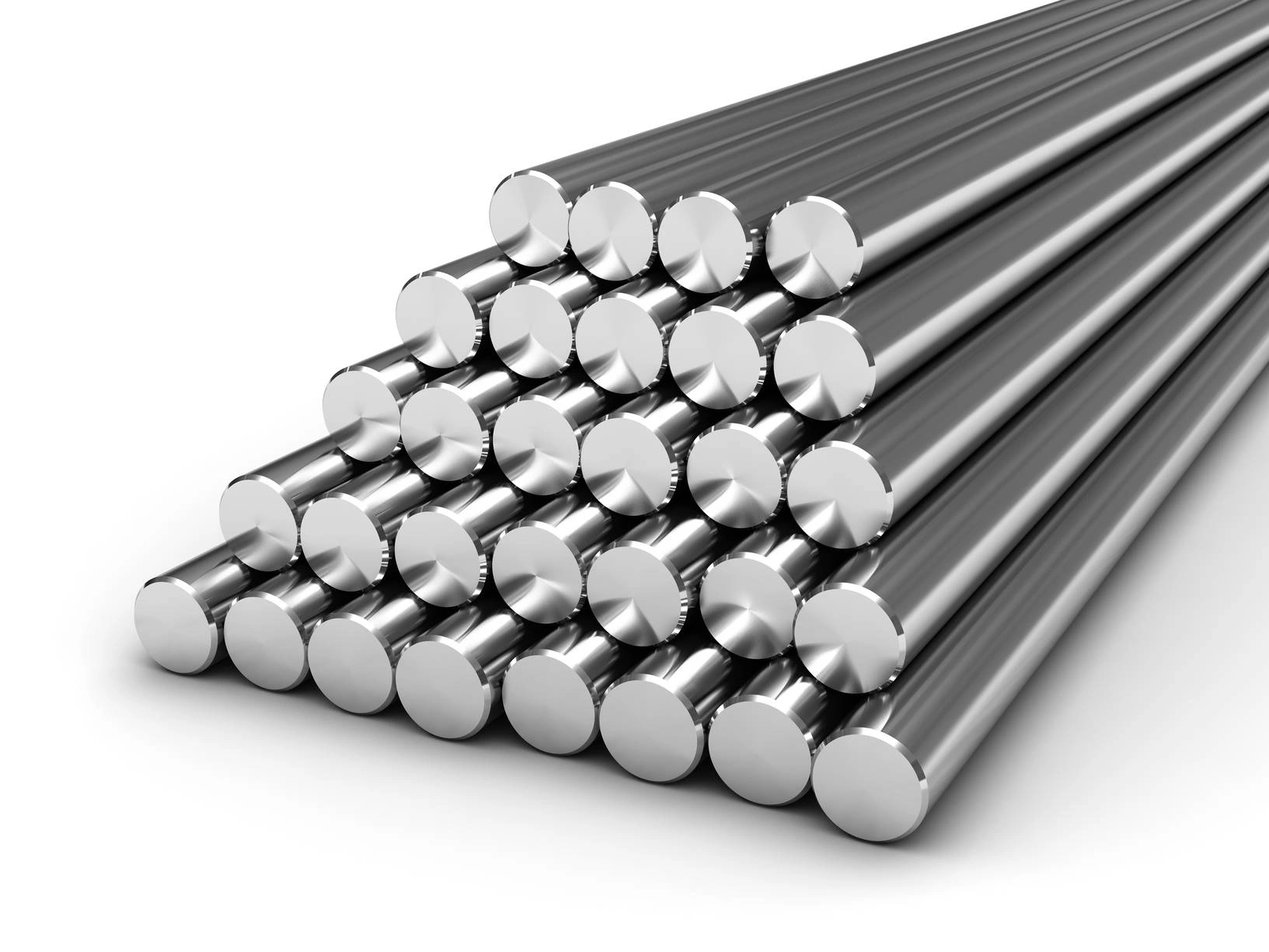
加工打样材料方案
Neway的加工打样材料方案涵盖超合金、钛合金、铝合金、铜合金、黄铜、青铜、碳钢、不锈钢、塑料及陶瓷,确保高性能原型,具备卓越质量、精度及材料特性。
打样零件表面处理
Neway的打样零件表面处理包括阳极氧化、涂层、抛光、电镀和热处理等工艺,提升材料性能、耐久性、耐腐蚀性及表面质量,确保高品质功能性原型,适应苛刻应用。
























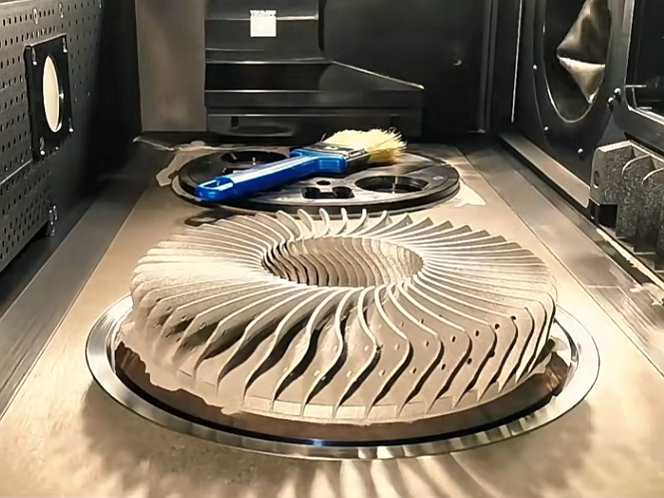
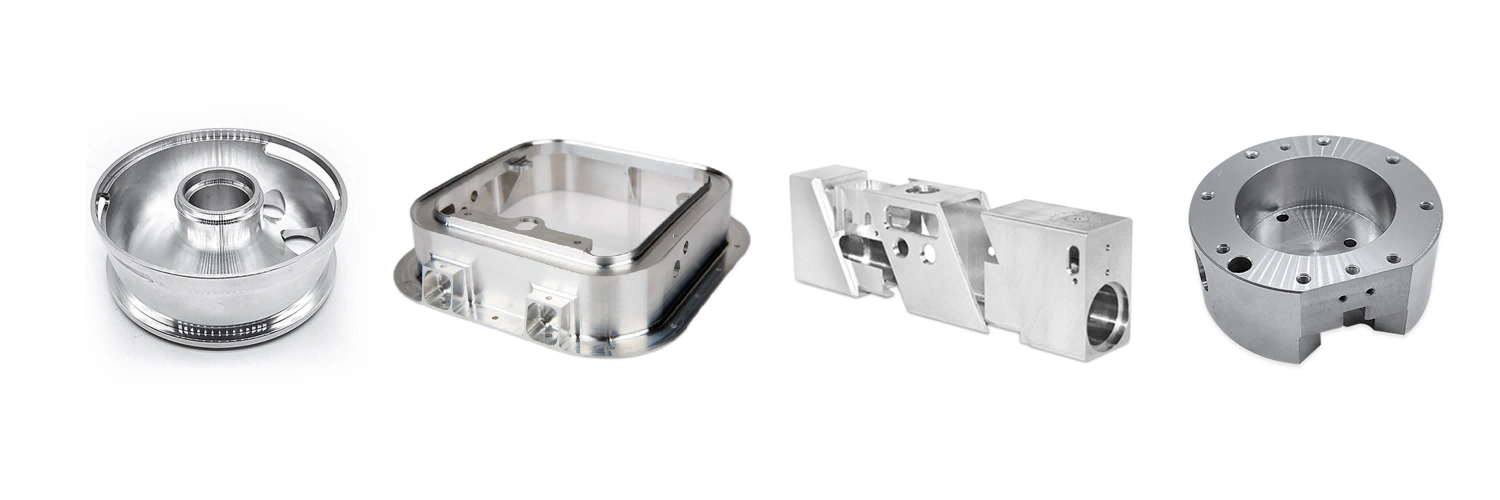
加工打样案例研究
Neway加工打样案例涵盖超合金、钛合金、铝合金、铜合金、黄铜、青铜、碳钢、不锈钢、塑料及陶瓷材料,成功交付高精度、高性能原型,满足多行业客户需求,实现卓越质量与效率。








今天就开始一个新项目吧
CNC打样设计建议
CNC原型设计指南强调材料选择、均匀壁厚、可实现公差及便捷特征。关键原则包括避免尖锐角、减少材料去除量、合理设计孔位及对称性,以优化加工效率、降低成本并提升零件质量。