中文
定制在线CNC镗孔制造服务
我们的定制在线CNC镗孔制造服务提供复杂零件的精密镗孔,确保严格公差和平滑表面。支持在线订购、快速交付及多样化定制选项,确保为各种工业应用提供高品质、成本效益高的解决方案。

发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
什么是CNC镗孔制造
CNC镗孔制造是利用CNC机械对已有孔进行精密扩大和成形的工艺。该工艺确保严格公差、平滑表面和提高孔的精度,特别适合制造圆柱形零件、提升尺寸精度并实现高质量加工效果。

精密CNC镗孔的关键材料
CNC镗孔通常适用于多种材料,每种材料具有独特性能。高温应用采用高温合金和钛合金,铝、铜、黄铜和青铜具有良好的加工性和耐腐蚀性。碳钢和不锈钢提供强度和耐久性,而塑料和陶瓷则适用于轻量且精密的专业零件。

CNC镗孔零件的表面处理
CNC镗孔零件的表面处理提升了加工组件的功能性和美观性。处理选项包括抛光、磨削和平滑表面,确保严格公差、降低摩擦及优化性能。这些表面处理对于各种行业的精密零件至关重要。
























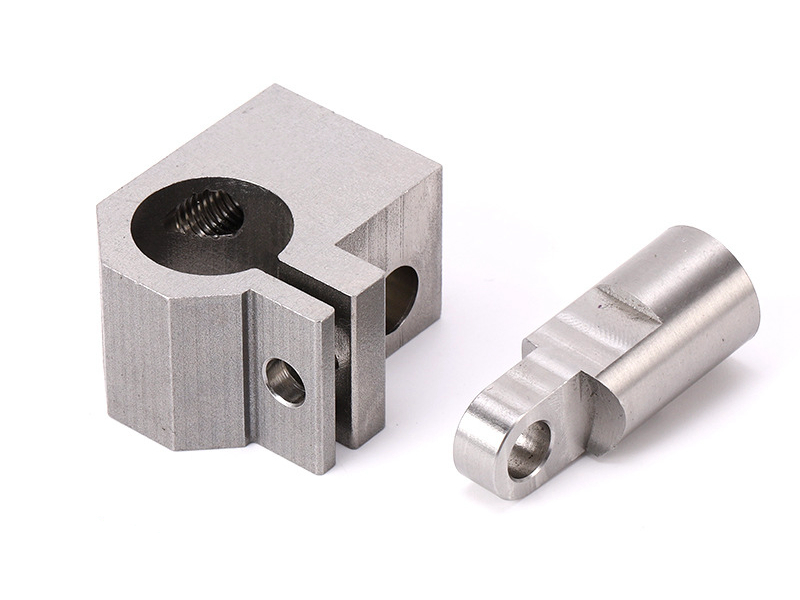
定制CNC镗孔零件图库
我们的定制CNC镗孔零件图库展示了精密设计的组件,包括缸体、壳体和轴,适用于多个行业。每个零件都体现了严格的公差、平滑的表面和卓越的质量,展现了我们在先进CNC镗孔制造解决方案上的专业水平。












今天就开始一个新项目吧
CNC镗孔公差建议
CNC镗孔公差建议确保加工的精度和一致性。普通应用公差标准为±0.1毫米,高精度零件则要求±0.02毫米至±0.05毫米。这些指导方针保证复杂组件的最佳配合、性能和表面质量。
CNC镗孔设计指南
CNC镗孔设计指南概述了实现精确和功能性零件的关键最佳实践。主要考虑因素包括最佳半径、孔尺寸、壁厚、表面处理及刀具通道,确保镗孔加工的精度、高效及质量。