中文
定制在线黄铜CNC加工服务
我们的定制在线黄铜CNC加工服务根据您的规格,提供精密的黄铜组件制造。适用于电子、汽车和管道等多种应用,确保高质量、成本效益高的零件,交期快速,价格具有竞争力。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
了解黄铜CNC加工
黄铜CNC加工涉及高可加工性的黄铜部件的精密制造,具有优异的表面光洁度和严格的公差。广泛用于电子、汽车和管道零件,将耐用性与高效且经济的加工性能结合。

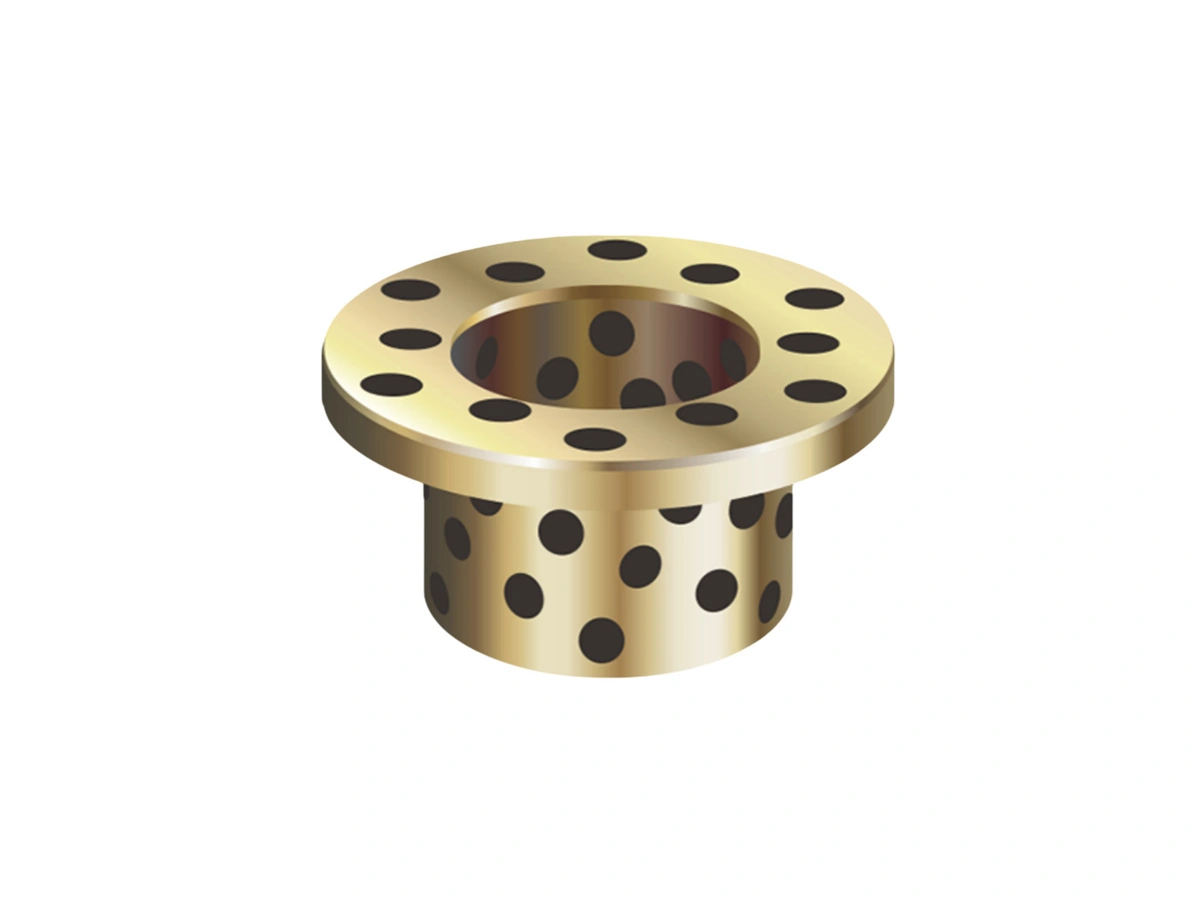
CNC加工中常用黄铜合金
CNC加工中常用的黄铜合金包括C360、C260、C270和C377,具有优良的加工性能、耐腐蚀性和导电性。这些合金适用于制造连接器、阀门、管件和紧固件等多种工业应用零件。
CNC加工黄铜零件的表面处理
CNC加工黄铜零件的表面处理,如电镀、阳极氧化和钝化,能够增强耐腐蚀性,改善美观度,提高耐用性。这些工艺对电子、管道、汽车和装饰应用至关重要,确保最佳性能和使用寿命。

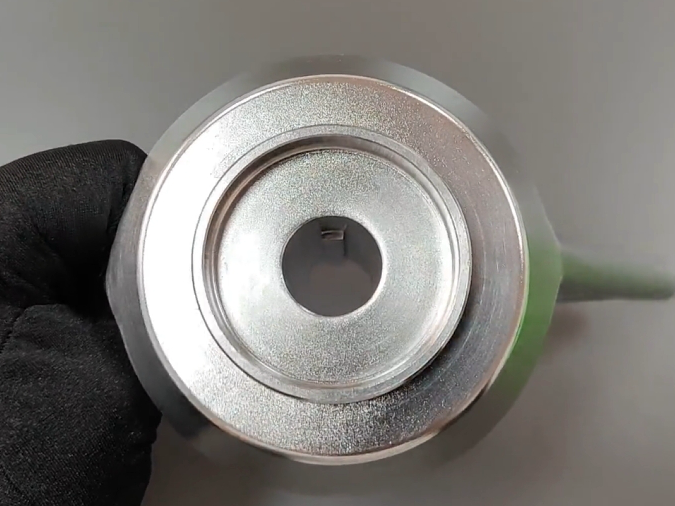
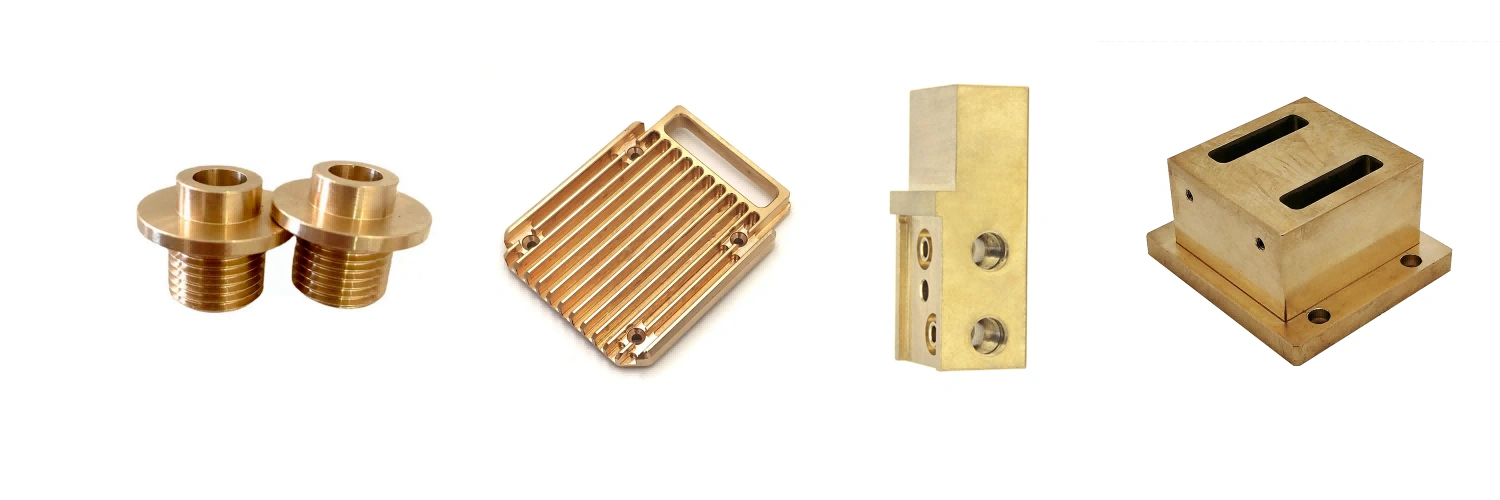
定制黄铜CNC加工案例研究
此定制黄铜CNC加工案例研究展示了黄铜零件在专业应用中的精度和多功能性。项目突出优化的加工工艺、成本效益解决方案及电子、汽车和管道等行业的成功成果,提供高质量零件。







今天就开始一个新项目吧
黄铜CNC加工参数建议
黄铜CNC加工参数旨在优化效率、刀具寿命和零件质量。关键考虑因素包括主轴功率、进给速度、切削深度、刀具材料和冷却液类型。调整这些参数确保加工顺畅、表面精细及零件一致性。
黄铜CNC加工公差建议
黄铜CNC加工的公差建议确保精度、高效及零件完整性。推荐公差范围从一般应用的±0.1 mm到高精度零件的更严苛公差。考虑壁厚、钻孔尺寸、零件尺寸和产量以获得最佳效果。