中文
在线快速CNC加工原型服务
在线快速CNC加工原型服务提供使用3轴、4轴和5轴CNC加工进行定制零件的快速精确生产。这些服务为各种材料和行业提供快速周转、高精度和具成本效益的原型和低批量生产解决方案。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
定制零件CNC加工服务
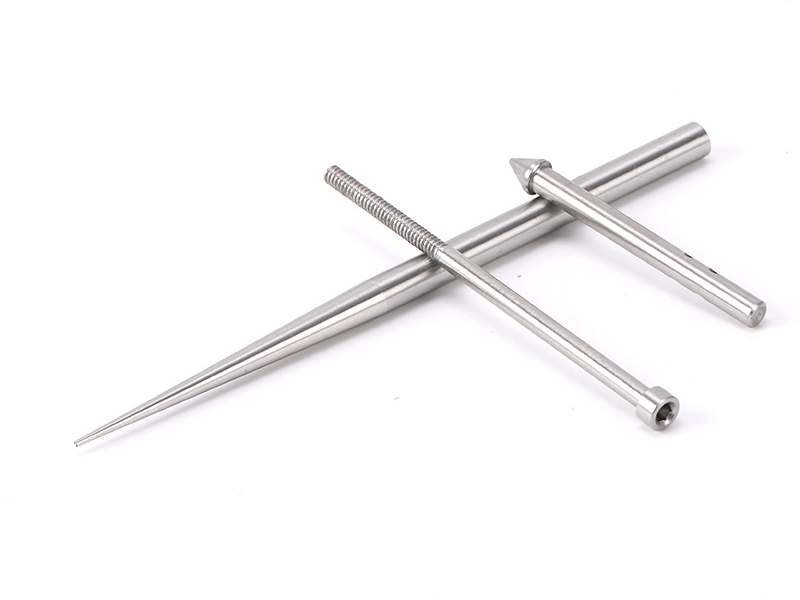
我们的CNC原型制作方法包括精密铣削、车削和钻孔,利用先进的机械设备生产高质量的定制零件。这些方法确保快速周转、紧密公差和材料的多样性,支持跨行业的原型、功能测试和低批量生产。

我们的EDM服务精确切割复杂形状、死角结构、高温合金和其他难以加工的材料,最大公差为±0.005mm。
我们的EDM服务精确切割复杂形状、死角结构、高温合金和其他难以加工的材料,最大公差为±0.005mm。
我们的EDM服务精确切割复杂形状、死角结构、高温合金和其他难以加工的材料,最大公差为±0.005mm。

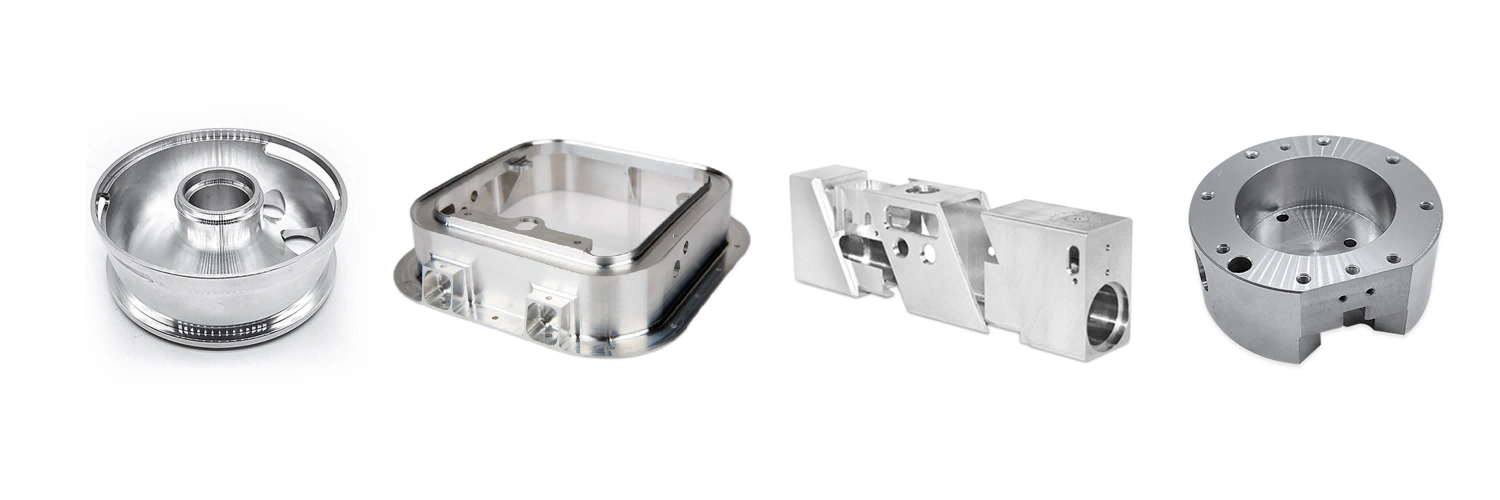
我们的CNC加工服务提供高精度定制零件,采用超级合金、金属、塑料和陶瓷材料,支持快速原型和按需生产。

我们提供按需CNC铣削制造服务,利用3轴、4轴和5轴能力提供高精度加工(±0.001英寸)。

定制CNC车削服务提供精密的圆柱形零件,适用于超级合金、金属、塑料、陶瓷和高性能材料,公差紧密。

我们的CNC深孔钻孔服务提供精确的孔制作,适用于各种材料和应用。最大纵横比为100:1。

我们的CNC镗削服务提供精确的孔扩展和加工,确保大尺寸和复杂零件的高精度。还包括内部花键和内槽加工。

CNC磨削服务确保复杂形状的超高精度表面光洁度和紧密公差,适用于陶瓷、金属和超级合金。

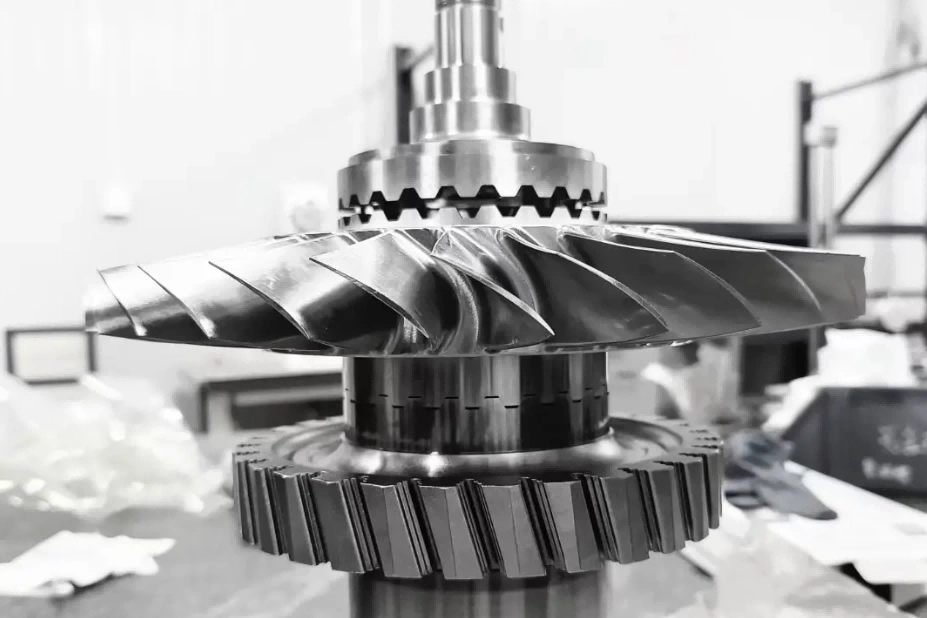
我们的多轴加工服务利用4轴和5轴CNC机床生产复杂的高精度零件,具有复杂几何形状和紧密公差。

我们的精密加工服务提供高精度零件,满足跨多个材料和行业的最苛刻规格。
我们的EDM服务精确切割复杂形状、死角结构、高温合金和其他难以加工的材料,最大公差为±0.005mm。
我们的CNC加工服务提供高精度定制零件,采用超级合金、金属、塑料和陶瓷材料,支持快速原型和按需生产。
Neway的CNC原型材料
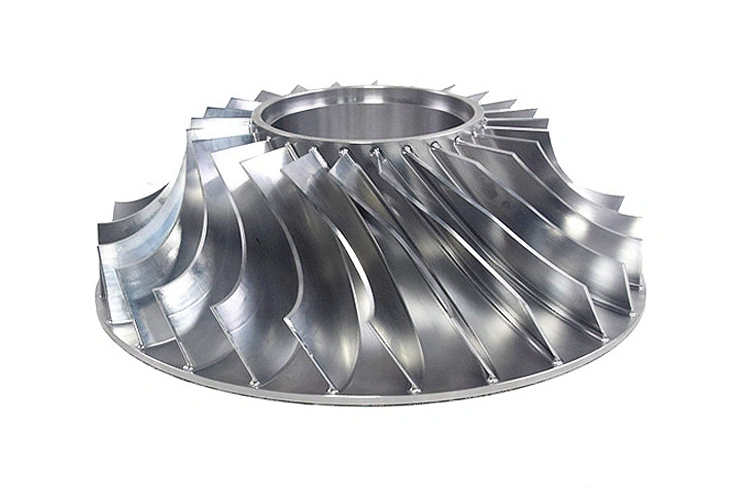
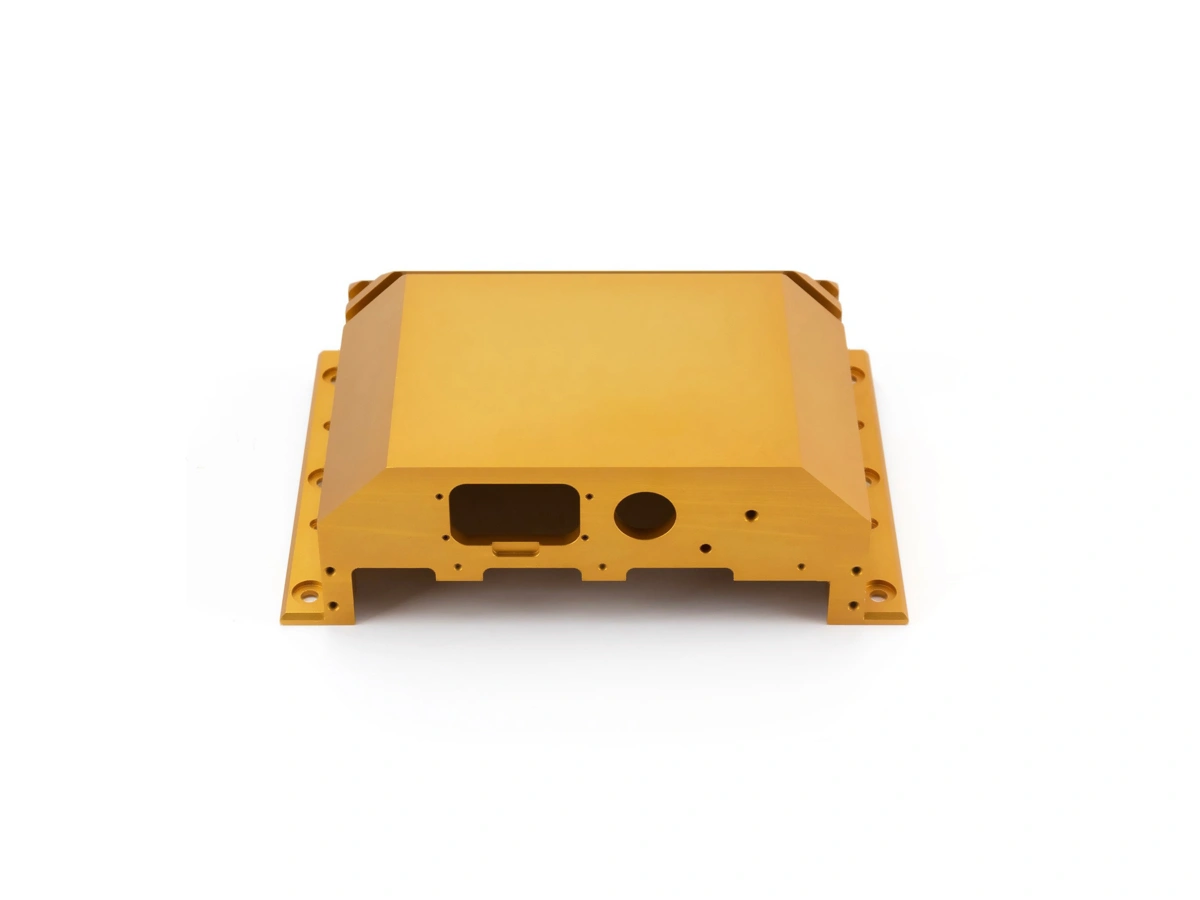
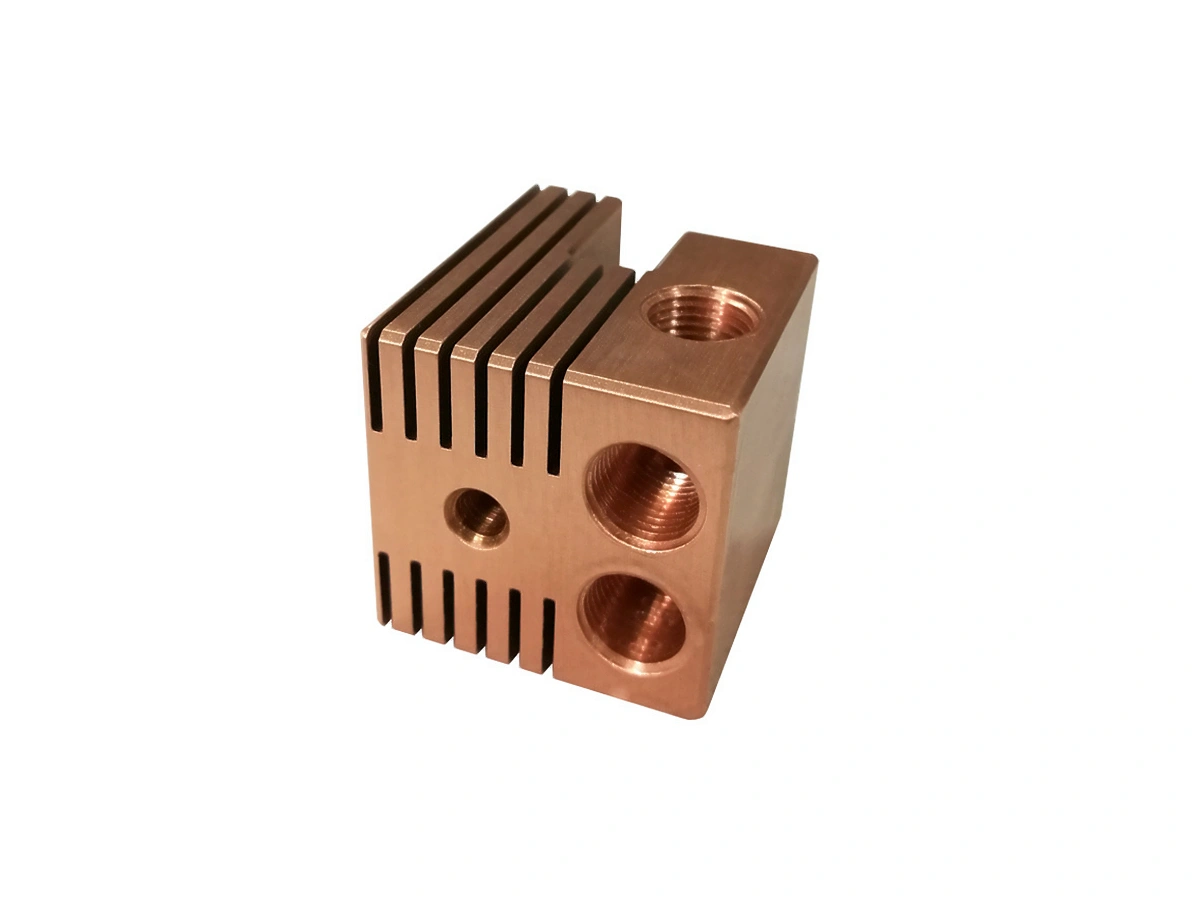
在Neway,我们提供多种材料的CNC原型制作,包括超级合金、钛、铝、铜、不锈钢和塑料。这些材料提供优异的强度、精度和耐久性,适用于航空、汽车和制造等行业。
CNC原型零件的表面处理
Neway提供多种表面处理服务,包括阳极化、涂层、抛光和热处理。这些处理工艺可以提高耐久性、耐腐蚀性和美观性,确保高质量、持久的组件,适用于航空、汽车和医疗等行业。
























定制快速CNC原型案例研究
该案例研究展示了Neway的定制快速CNC原型服务,展示了我们为各行业快速提供高精度零件的能力。我们优化了设计,缩短了交货时间,确保了高质量,帮助客户实现更快的上市时间和成本节约。





今天就开始一个新项目吧
CNC原型设计指南
CNC原型设计指南强调材料选择、均匀壁厚、可实现的公差和可访问的特征。主要原则包括避免尖角、最小化材料去除,并确保孔设计和对称性,以优化加工效率、成本和零件质量。