中文
定制在线铝合金CNC加工服务
定制在线铝合金CNC加工服务,利用先进的CNC技术实现精密、快速的铝合金零件制造。客户可上传设计图纸,选择规格,获得高质量、成本效益高且快速交付的原型及批量生产解决方案。

发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
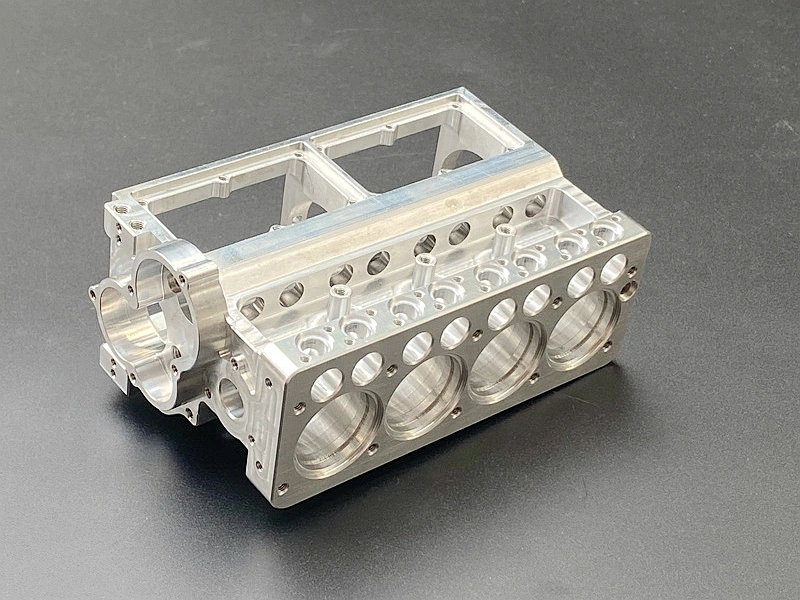
了解铝合金CNC加工
铝合金CNC加工使用计算机控制工具精确切割、成形和加工铝合金零件。铝合金以轻质、防腐蚀和良好加工性著称,适合航空航天、汽车和制造业应用,需精细参数控制。
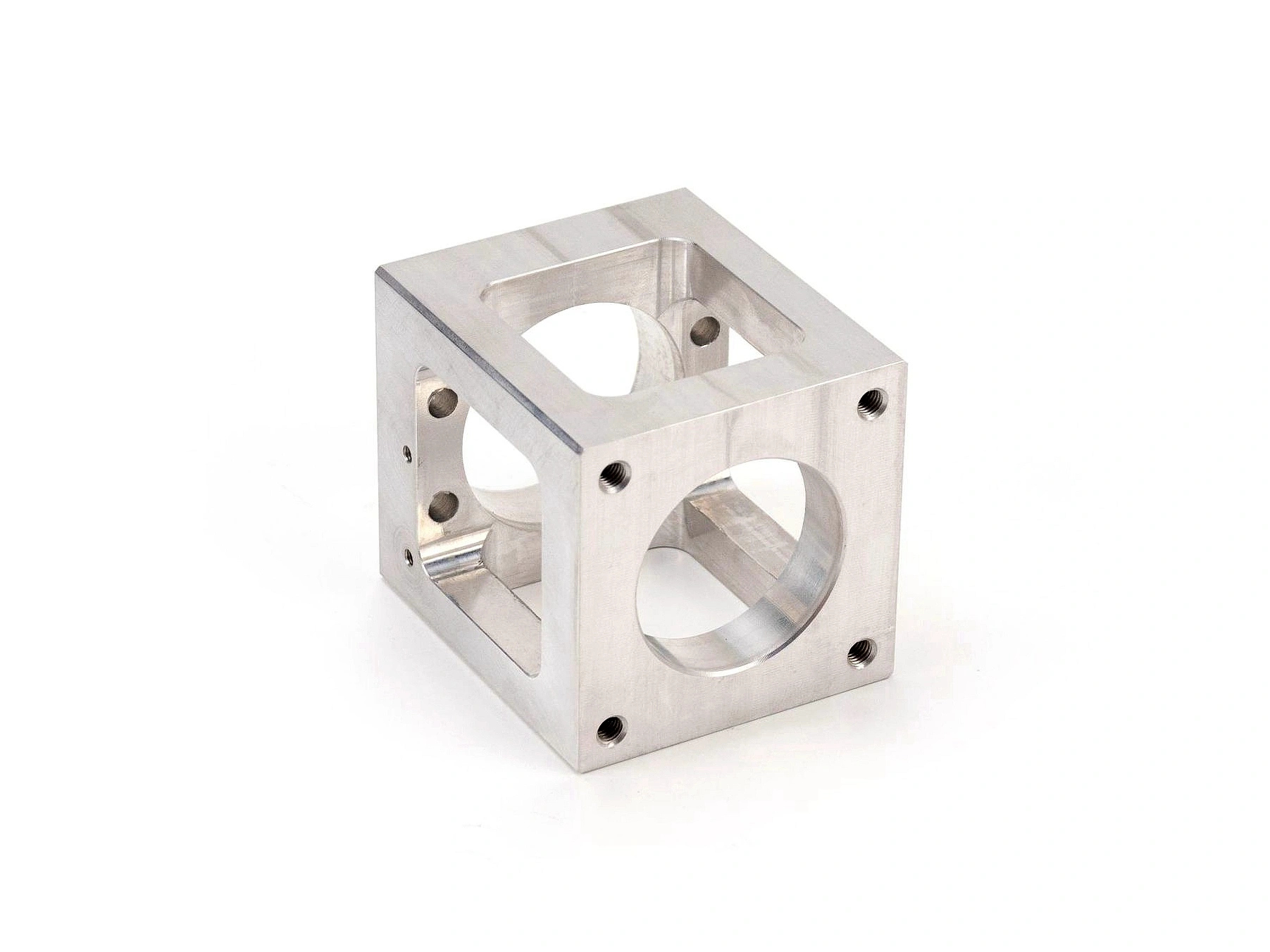
常用铝合金CNC加工材料
常用铝合金包括6061、7075、2024和5052,具备高强度、防腐蚀和良好加工性。广泛应用于航空航天、汽车、海洋和结构件领域。
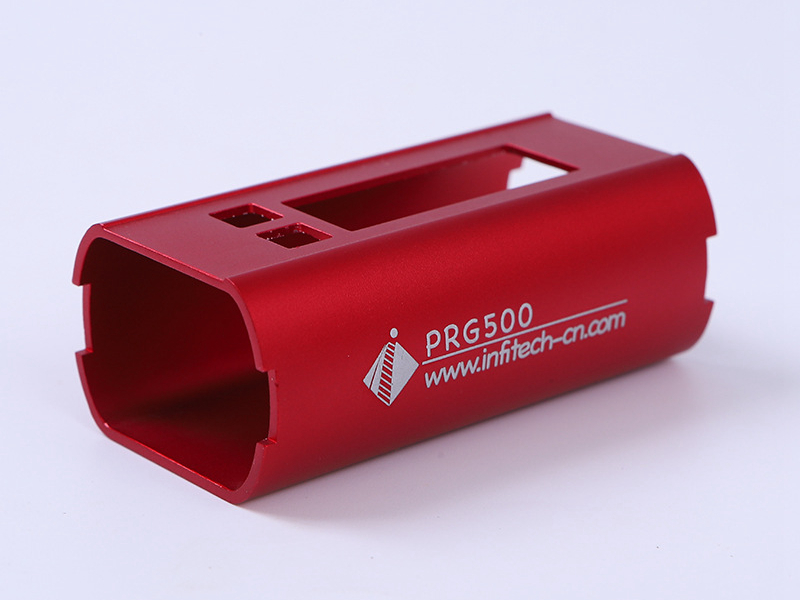
铝合金CNC加工零件的表面处理
铝合金CNC加工零件的表面处理增强耐用性、外观及抗腐蚀性。常用方法包括阳极氧化、粉末涂层、铬化、电抛光和抛光。这些工艺提升耐磨性、附着力及美观性,适用于航空航天、汽车及工业领域。

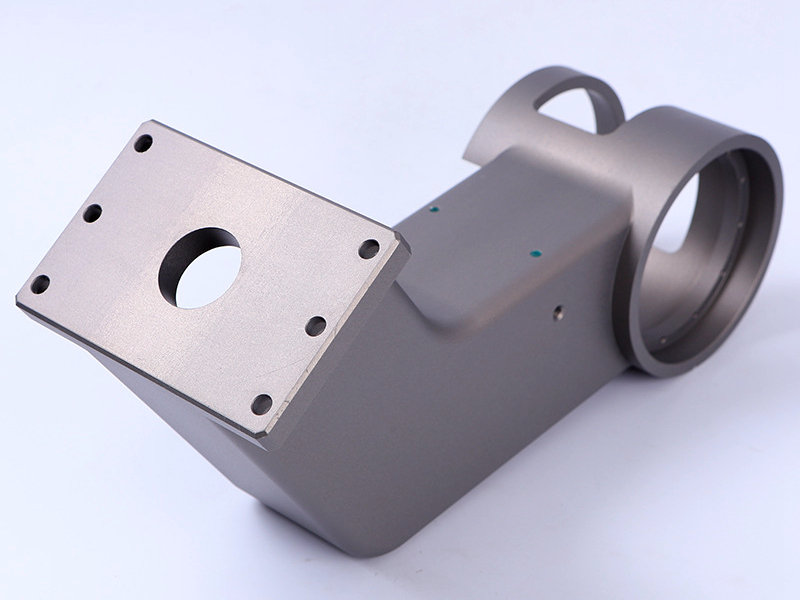
典型铝合金CNC加工案例研究
典型铝合金CNC加工案例展示航空航天支架或汽车零件的精密制造,涵盖材料选择、铣削或车削工艺、后处理以及达到的公差、表面质量和功能性能。







今天就开始一个新项目吧
铝合金加工参数
铝合金CNC加工参数包括主轴功率、转速、进给速率、切削深度、刀具路径和冷却剂类型,影响材料去除率、表面质量、刀具寿命和加工效率。优化参数确保高精度、高质量和成本效益。
铝合金加工公差
铝合金加工公差指生产中允许的尺寸变化范围。常见公差包括通用±0.1毫米,精密±0.02毫米,及最小壁厚、钻孔尺寸和零件尺寸等特定参数,影响质量和成本。