中文

发电零件加工
我们的发电零件加工服务为电厂提供精密设计部件,采用铣削、车削、钻孔、镗削、磨削及多轴加工等先进CNC工艺。结合电火花加工(EDM)实现复杂设计,确保高品质、耐用的零件,满足发电行业严格的性能和安全标准,实现可靠高效运行。
发电材料选择
发电行业中,超级合金、钛、铝、铜、黄铜、青铜、碳钢、不锈钢、塑料及陶瓷等高性能材料是制造耐用、耐热及耐腐蚀涡轮机、发电机、换热器和电气系统组件的关键。
发电行业表面处理
发电行业的表面处理提升部件的耐久性、耐腐蚀性和性能,特别针对极端环境。热涂层、阳极氧化、电镀和PVD等技术保护零件免受磨损、热损害和氧化。此类工艺保证设备可靠性,降低维护成本,延长涡轮机、换热器及阀门等关键设备寿命。
























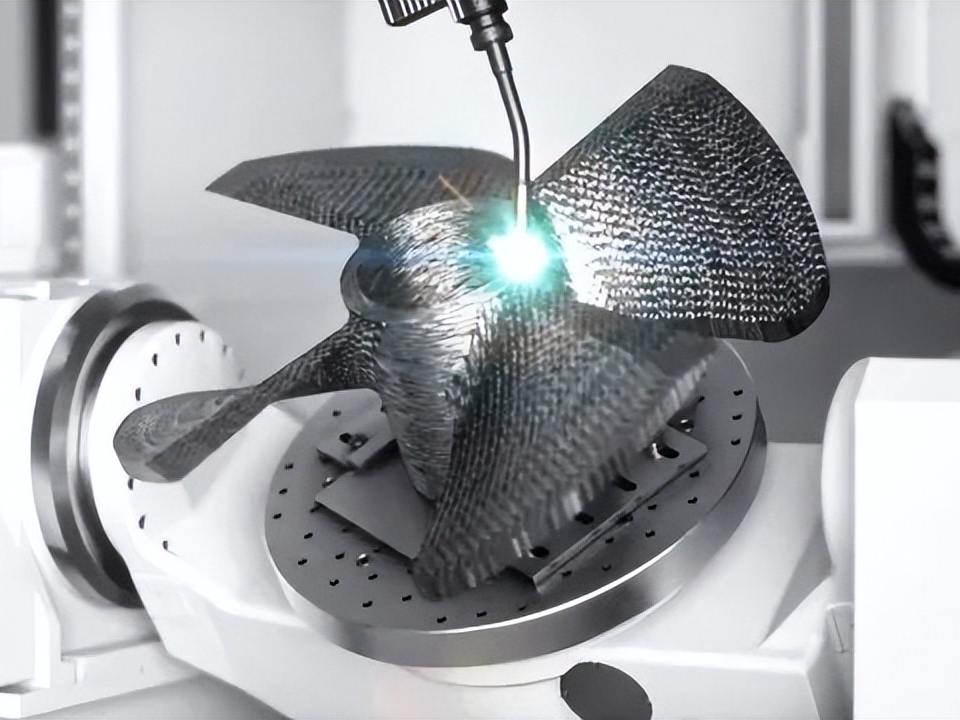
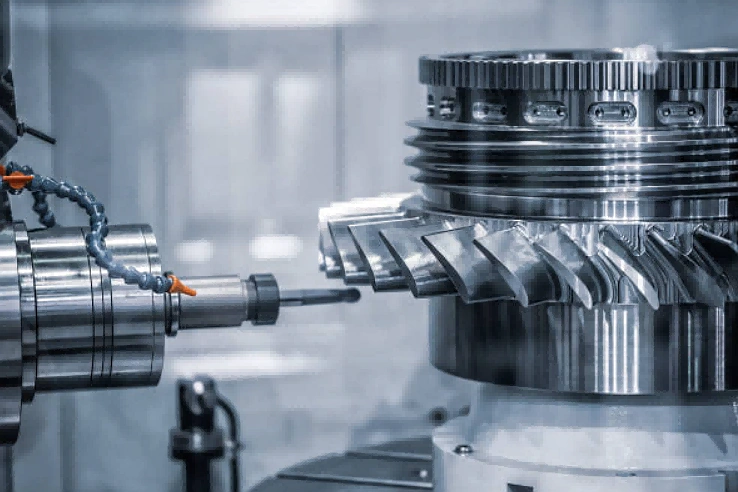
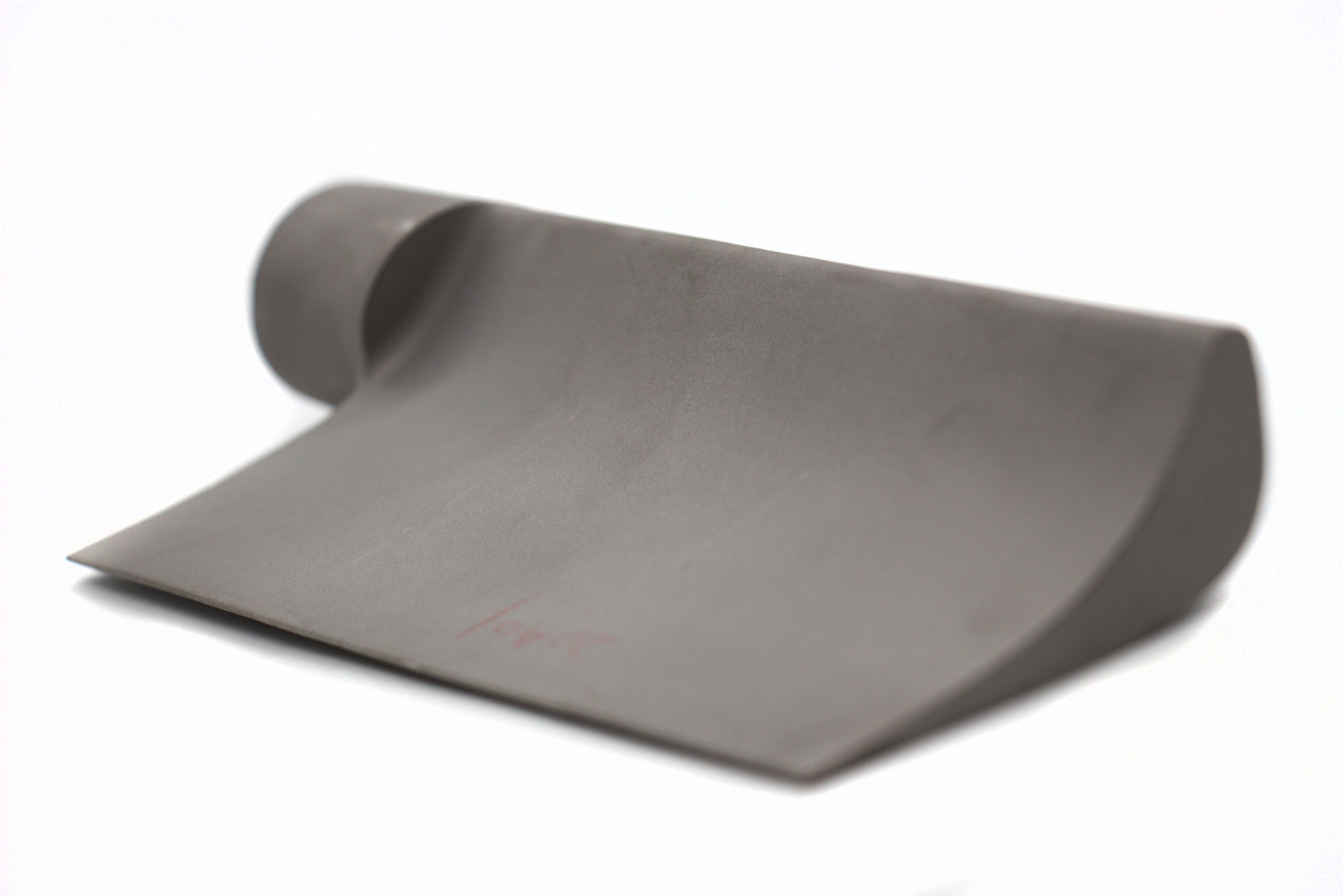
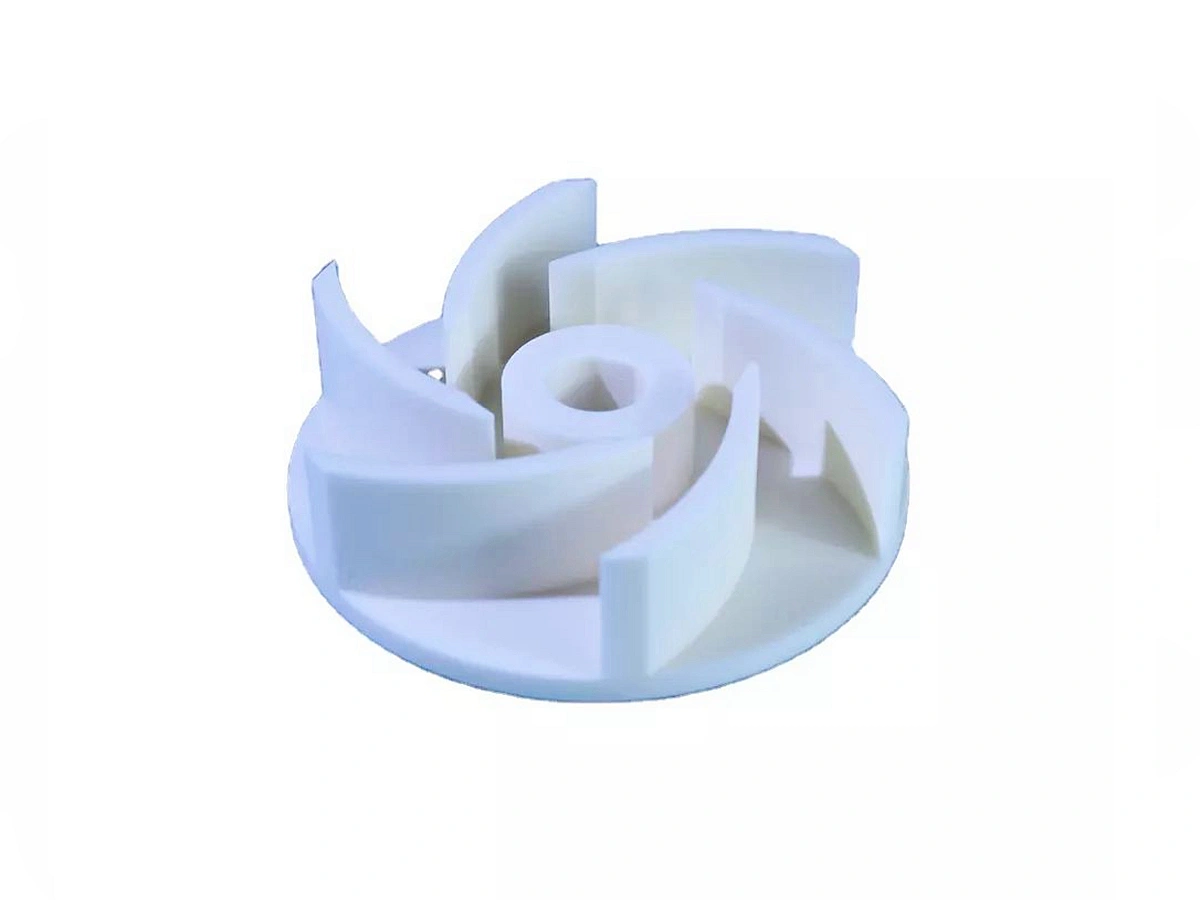
发电系统CNC加工零件
CNC加工是发电行业的关键工艺,用于制造涡轮叶片、发电机部件及换热器,这些部件设计确保能源生产的可靠性与效率。







今天就开始一个新项目吧
发电零件设计指南
发电零件设计需选用高性能材料及精准工程,以承受极端温度、压力和机械应力。本指南概述实现可靠、高效及合规的发电组件设计最佳实践。
定制发电零件制造注意事项
定制发电零件制造要求高性能材料、精准工程和严格合规。本指南概述生产耐用高效发电组件的关键制造注意事项。