电子束增材制造(EBAM)3D打印简介
介绍
电子束增材制造(EBAM)是一种高性能金属增材制造工艺,通过聚焦电子束在真空环境下逐层熔合金属粉末或丝材。与传统CNC 加工或其他增材方法不同,EBAM 具有极高的沉积速率、优异的力学性能,并能高效生产大尺寸部件。它特别适用于航空航天、防务及能源等行业,这些领域需要快速制造坚固、轻量且结构复杂的金属零件。
在 Neway,我们的工业 3D 打印服务整合了先进 EBAM 技术,使客户能够快速制造大尺寸、结构稳固且高致密的金属部件,显著缩短交期并提升高要求应用中的性能。
EBAM 工作原理:工艺流程
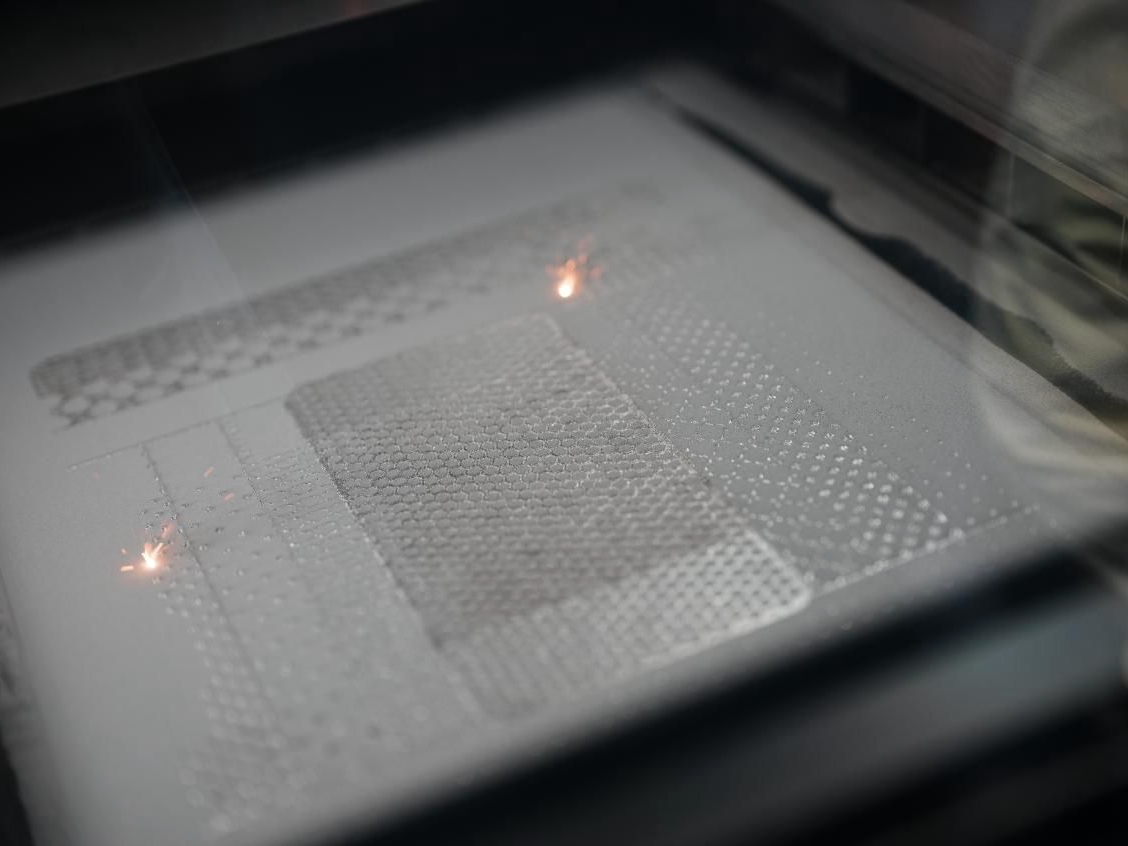
电子束增材制造遵循三个关键阶段:材料沉积、电子束熔化与层固化。首先,将金属粉末或丝材精确送入真空腔体内的基底上。随后,高能电子束选择性熔化材料,形成熔池并快速凝固,生成高致密金属层。此过程逐层重复,通过精确计算机模型控制。真空环境消除了污染风险并减少残余应力,相比基于激光的增材工艺如SLS或FDM具有明显优势。
常见 EBAM 材料
EBAM 使用针对优异力学性能和工业应用优化的专用金属材料。Neway 常用并验证的 EBAM 材料如下:
材料 | 抗拉强度 | 热稳定性 | 关键特性 | 常见应用 |
|---|---|---|---|---|
900–1200 MPa | 最高约 600°C | 高强度重量比、耐腐蚀 | 航空机身、发动机零件 | |
1200–1400 MPa | 最高约 800°C | 高温下强度卓越 | 涡轮叶片、燃烧室 | |
600–1100 MPa | 最高约 500°C | 耐腐蚀性优异、韧性高 | 油气设备、医疗植入物 | |
300–400 MPa | 最高约 250°C | 轻量化、导热性好 | 航空结构、汽车零件 |
EBAM 3D 打印关键技术特性
EBAM 以卓越的构建速度、大尺寸能力和优异力学性能而闻名。依据 ASTM 和 ISO 行业标准验证的关键技术规格包括:
精度与分辨率
层厚:可调范围 0.2–1.5 mm,适用于高沉积率与大尺寸制造。
尺寸精度:±0.3 mm(ISO 2768),适合大型结构部件。
最小特征尺寸:可实现约 1 mm 的细节特征,适用于坚固结构零件。
机械性能
抗拉强度:因合金而异,通常 600–1400 MPa,提供卓越力学性能。
高温稳定性:高温合金在 800°C 下仍能保持结构完整性,适合航空发动机部件。
抗疲劳及断裂韧性:致密冶金结合确保机械稳健性和抗疲劳性能。
生产效率
高沉积速率:可沉积 7–11 kg/小时的材料,远快于传统增材制造方法。
材料浪费少:材料利用率通常超过 90%,相比传统加工显著降低浪费。
大尺寸零件制造:EBAM 可生产大尺寸零件而不降低结构完整性,减少组装需求。
表面与外观质量
表面质量:成品表面粗糙度通常 Ra 15–35 µm,功能性表面可经少量加工满足需求。
可机加工性:EBAM 制件可通过传统加工轻松完成精整,满足严格表面要求。
相较传统制造方法的核心优势
节约成本与时间:EBAM 显著缩短交期(可达 80%)并消除 CNC 加工和铸造所需的高成本模具。
卓越力学完整性:生成高致密、冶金结合的零件,无孔隙,结构可靠性远优于铸造件。
材料与能耗效率:材料利用率高 (~90%),相比传统机加工(60–80%浪费)显著减少浪费。
适用于大尺寸零件:可一次制造大型结构件,显著降低复杂度、重量及装配时间。
降低残余应力:真空环境与电子束预热可减少残余应力和变形,相比激光增材工艺更稳定。
提升冶金质量:真空环境防止污染,确保最佳力学性能与耐腐蚀性。
EBAM vs CNC 加工 vs 铸造:制造工艺对比
制造工艺 | 交付周期 | 表面粗糙度 | 几何复杂度 | 最小特征尺寸 | 规模化能力 |
|---|---|---|---|---|---|
电子束增材制造(EBAM) | 2–7 天(无需模具) | Ra 15–35 µm | ✅ 复杂、大尺寸、可实现内部结构 | 约 1 mm | 1–50 �(适合大零件) |
CNC 加工 | 3–7 天(编程与装夹) | Ra 1.6–3.2 µm | ❌ 复杂度受刀具可达性限制 | 0.5 mm | 10–500 件(大规模成本高) |
铸造 | 4–12 周(需要模具与工装) | Ra 6–12 µm | ❌ 受模具限制,无内部复杂特征 | 1–3 mm | >500 件(仅大批量具经济性) |
EBAM 行业应用
航空航天:快速制造结构机身、涡轮部件、发动机壳体及轻量化金属组件。
国防与军工:大尺寸高强度装甲部件、导弹外壳及关键结构零件,快速交付。
油气:大尺寸耐腐蚀部件,如阀体、压力容器和钻采设备。
电力能源:涡轮叶片、换热器部件、反应堆容器及大型能源设施结构件。
相关常见问题
与 CNC 加工或传统铸造相比,EBAM 如何降低制造成本和交期?
EBAM 常用哪些材料?它们的主要应用与优势是什么?
与其他增材或减材工艺相比,EBAM 技术能制造多大尺寸及复杂度的零件?
EBAM 制造的零件力学性能如何与传统加工或铸造零件相比?
电子束增材制造在哪些特定行业应用中最具优势,原因是什么?
