中文
工业设备零件加工
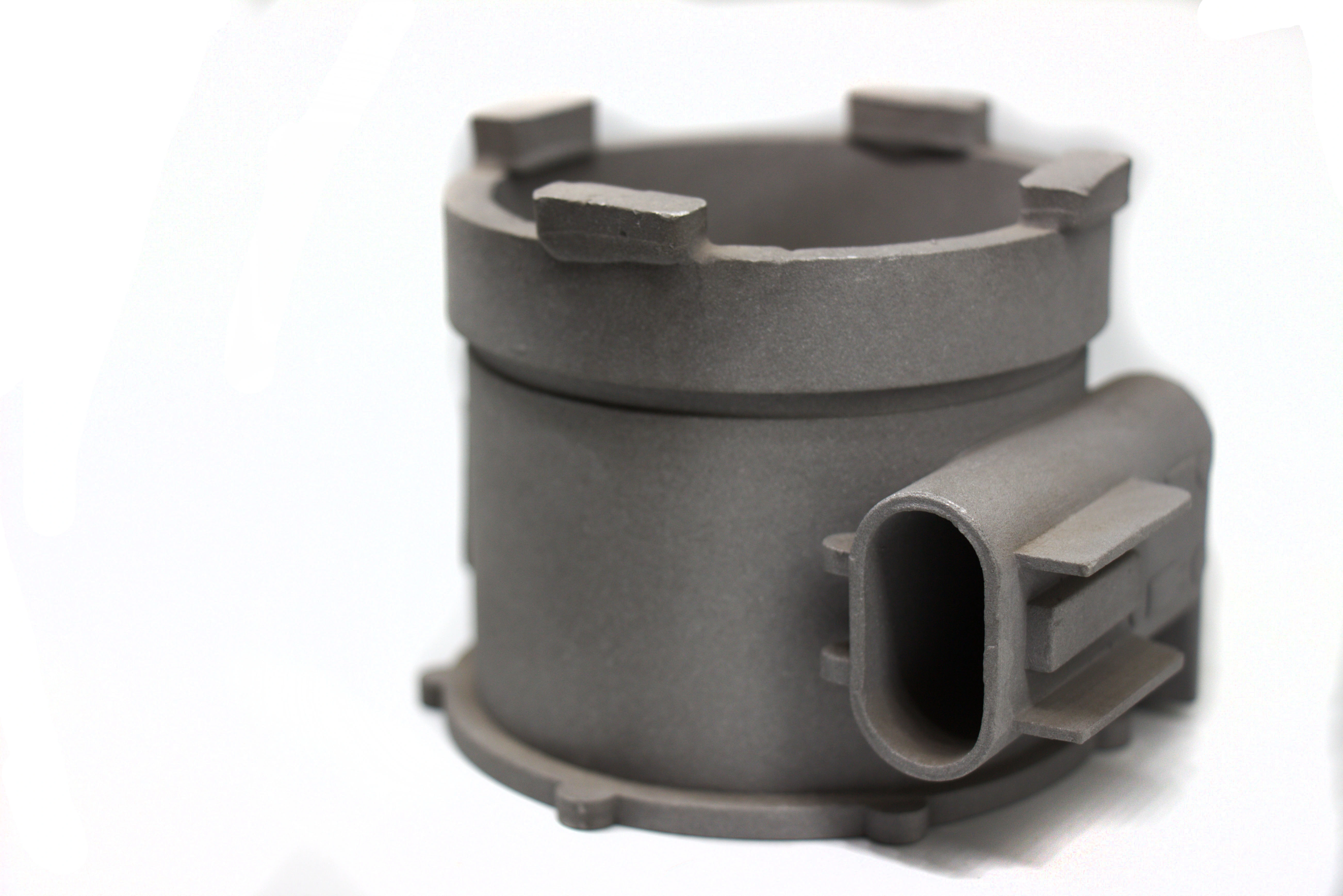
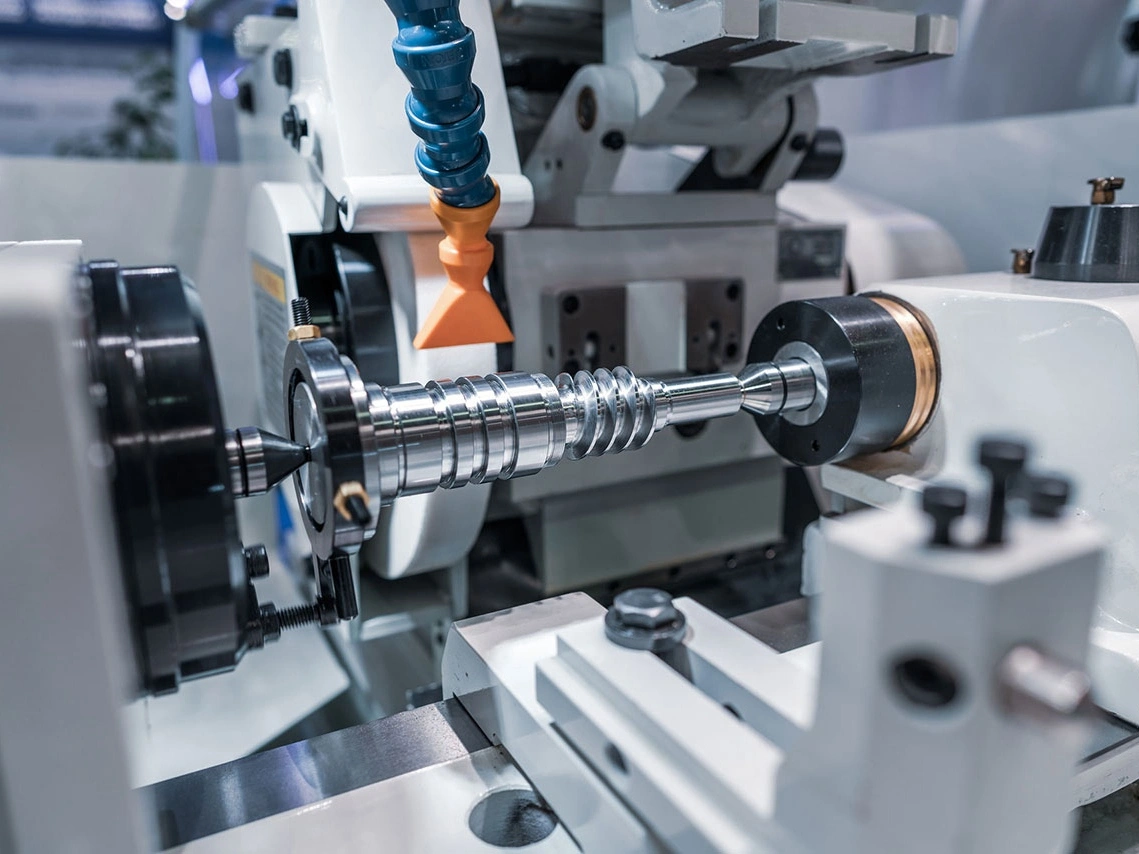
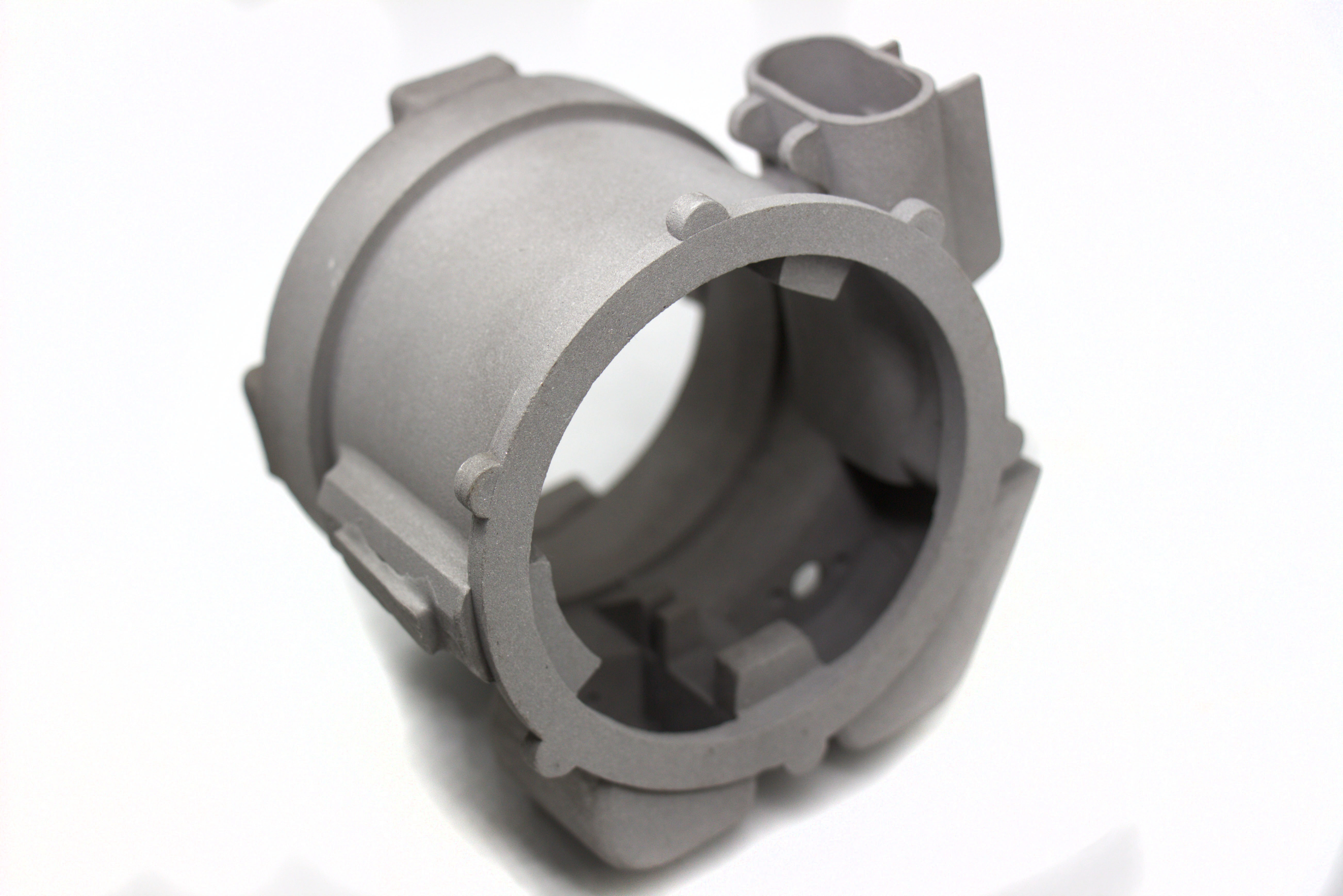
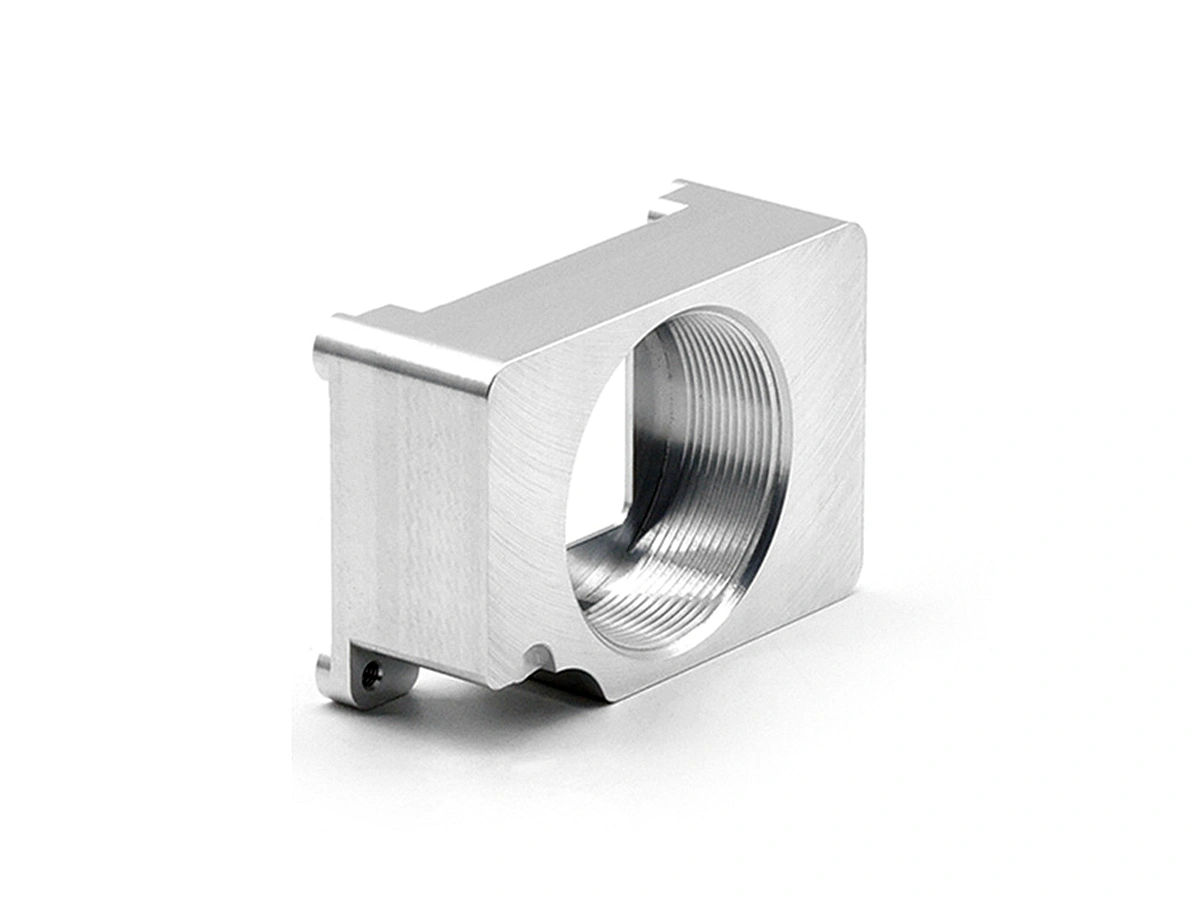
工业设备零件加工涉及CNC铣削、车削、钻孔、镗孔、磨削和电火花加工等精密制造工艺。利用多轴和精密加工技术,确保工业机械复杂且精确零件的生产。最终产出耐用、可靠的设备零件,优化其性能和寿命,适用于严苛工业应用。
工业设备材料选择
工业设备制造需选用耐高应力和恶劣环境的耐用材料。关键材料包括耐高温的超级合金、强度重量比高的钛、不锈钢、轻量化铝及用于非结构、绝缘或密封应用的塑料。
工业设备零件常见表面处理
工业设备零件常见表面处理包括阳极氧化、电镀、粉末涂层和PVD,提升耐用性、耐腐蚀性及美观。喷砂、钝化和抛光改善表面质量,热处理和热障涂层增强热稳定性,确保零件在严苛工业环境下高效运行。
























CNC加工工业设备零件
工业设备通过CNC加工生产泵、阀门和压缩机等零件,提供高强度、精密设计组件,确保设备运行顺畅和使用寿命长。







今天就开始一个新项目吧
工业设备零件设计指南
工业设备零件设计需确保结构强度高、制造精度高、便于维护且符合合规要求。此指南详细介绍高负载、精密加工及现场操作组件的最佳设计实践。
定制工业设备零件制造注意事项
定制工业设备零件的精密制造需选用坚固材料、保证工艺稳定、严格公差及全球合规。此指南阐述工程驱动的生产原则,确保零件规模化和高性能。



