中文
精准在线定制CNC磨削服务
我们的按需精准CNC铣削服务针对高品质、可靠且高效的超合金、陶瓷、不锈钢、铝和钛零件CNC铣削解决方案,满足各行业最严格的标准。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
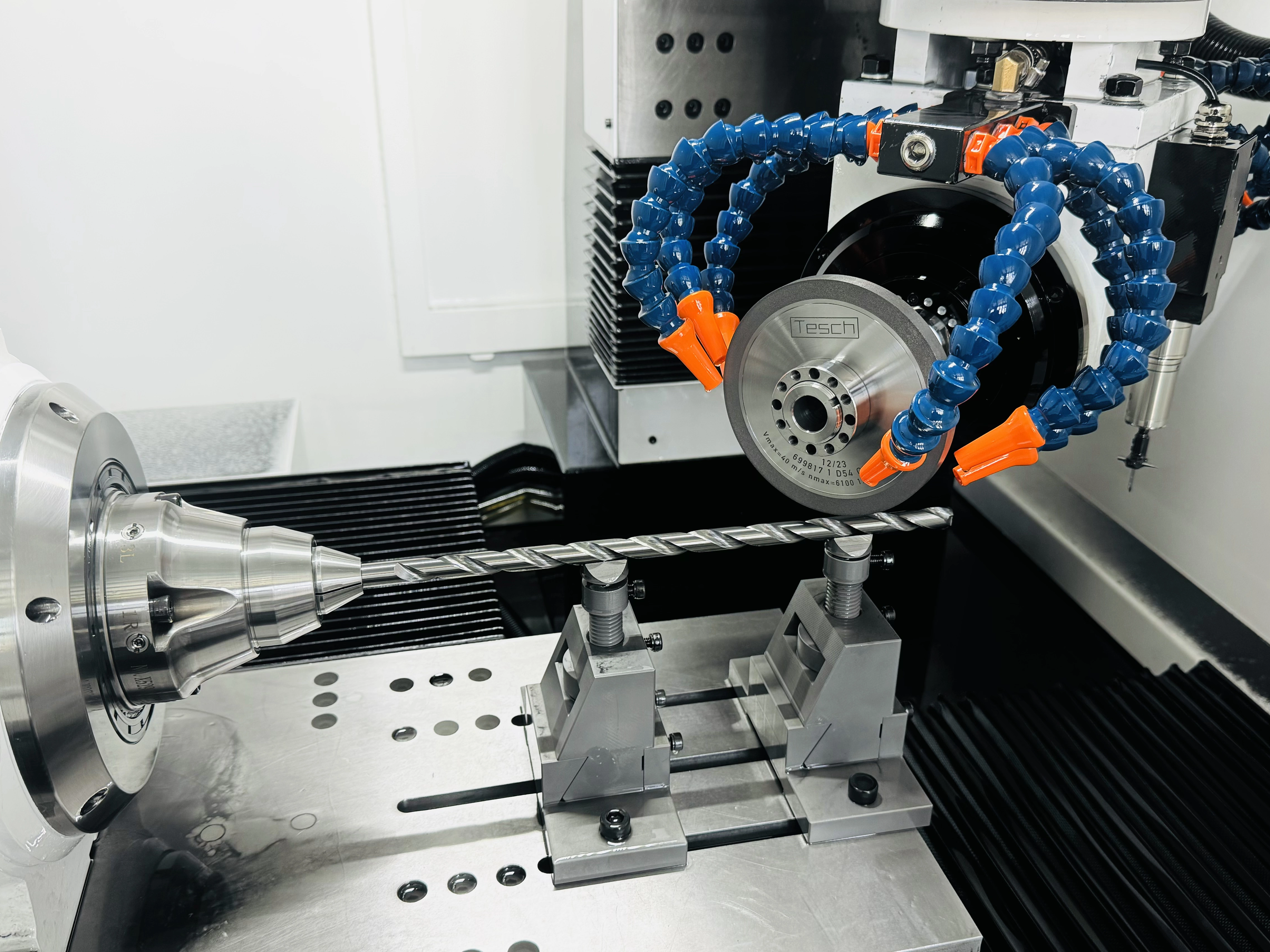
精密CNC磨削应用
精密CNC磨削应用涵盖高精度加工,适用于要求严格公差和平滑表面的零件。常见应用包括齿轮、轴和航空航天部件,确保航空航天、汽车、医疗和工业设备等行业的优异性能与卓越表面质量。
精密CNC磨削关键材料
CNC磨削广泛应用于超合金、钛合金、铝、铜、黄铜、青铜、碳钢、不锈钢、塑料和陶瓷等材料的精密加工。这些材料因其耐用性、强度和多功能性被广泛应用于各行业。CNC磨削确保高精度、光滑表面和严格公差,非常适合复杂和高性能应用。

CNC磨削零件表面处理
CNC磨削零件表面处理增强耐用性、性能和外观。处理选项包括抛光、电镀和涂层,以提高耐磨性、减少摩擦和防腐蚀,确保各工业应用中精密零件的高质量表面。
























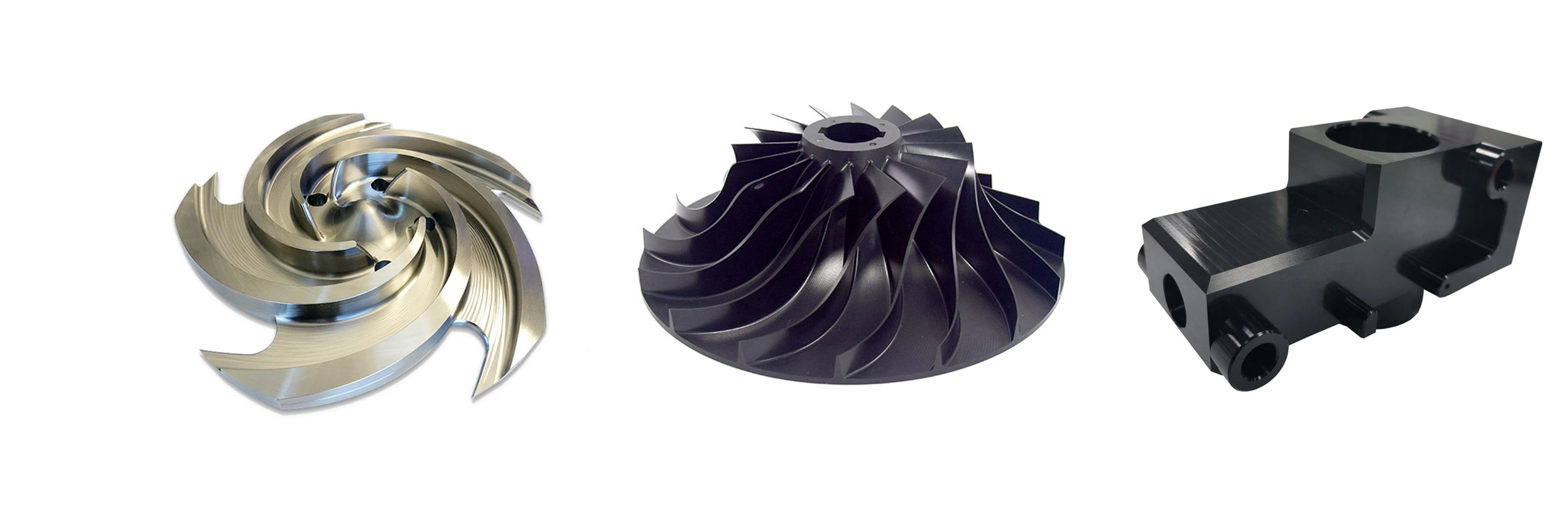
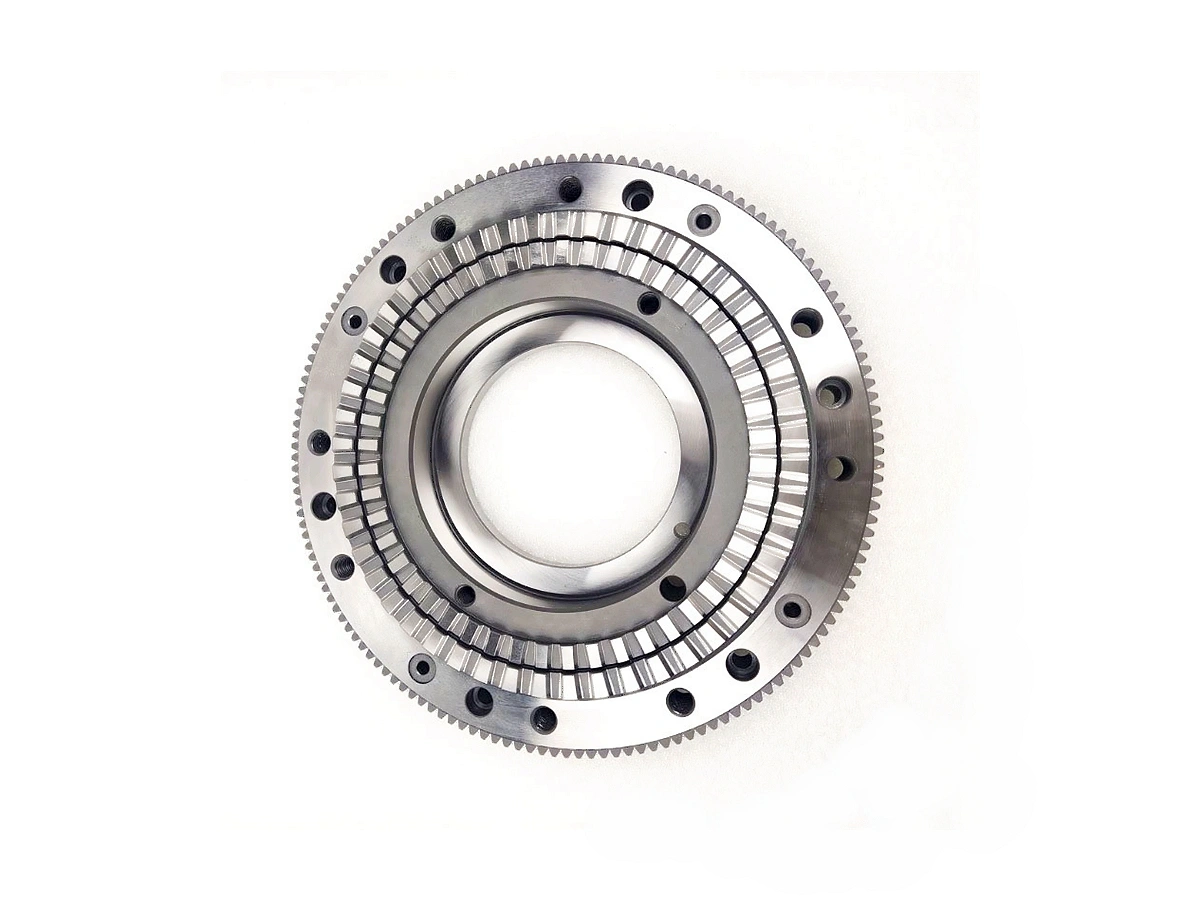
定制CNC磨削零件展示
我们的定制CNC磨削零件展示包括齿轮、轴承和轴等精密加工零件,展现卓越的精度和平滑的表面。每个零件体现了我们在满足严格公差和复杂规格方面的专业能力,适用于多种工业应用。











今天就开始一个新项目吧
CNC磨削公差
CNC磨削公差确保关键零件的尺寸精度和高质量表面。一般公差为±0.1毫米,精密磨削可达±0.005毫米至±0.02毫米,满足航空航天、汽车和医疗等行业的严格要求。
CNC磨削设计指南
CNC磨削设计指南确保最佳加工效率和高精度结果。关键考虑因素包括半径、孔设计、表面处理、公差和壁厚,帮助航空航天、汽车和医疗等行业实现卓越的表面质量和精准零件制造。






