汽车应用1040钢电机轴CNC车削与磨削解决方案
汽车电机轴的 CNC 加工:精度、强度与性能
电机轴是现代车辆传动系统中的关键部件,在动态载荷条件下传递扭矩和旋转运动。这些部件对圆度、直线度、表面完整性和疲劳强度有极高要求。在 Neway,我们采用 CNC 车削 和 CNC 磨削,结合 热处理工艺,为 汽车应用 优化耐久性,制造定制电机轴。
我们的电机轴采用 1040 中碳钢加工而成,具备电机、内燃机和传动系统所需的硬度、直线度和耐磨性。

为什么 1040 钢适用于汽车轴类部件
强度与可加工性的出色平衡
1040 钢具有约 620 MPa 的抗拉强度,并且对热处理反应良好,可提升表面硬度。与低碳钢相比,它在保持良好可加工性的同时,提供更好的韧性和抗疲劳性能,非常适合轴类零件生产。
非常适合感应淬火与精密磨削
其均匀的显微组织和碳含量使 1040 钢适用于感应淬火或火焰淬火。淬硬后仍能保持尺寸稳定性,从而可对轴承轴颈、过盈配合区域和花键接口进行高精度、严公差磨削。

电机轴的 CNC 车削与磨削工艺
用于预成形和特征加工的 CNC 车削
车削用于形成轴的初始轮廓,包括轴颈、键槽、倒角和螺纹区域。我们的高刚性 CNC 车床可保持:
直径公差:±0.01 mm
同心度:多个轴特征之间 ≤0.02 mm
表面光洁度:Ra 1.6–3.2 µm(磨削前)
用于最终精度和高速稳定性的 CNC 磨削
热处理后,关键表面通过 精密 CNC 磨削 加工到最终规格。这包括:
轴颈直径公差:±0.005 mm
表面光洁度:轴承区域 Ra ≤ 0.4 µm
圆度和直线度:整根轴总长度范围内 ≤ 0.01 mm
这些特性可确保在高转速条件下实现低振动旋转、低摩擦和长使用寿命。
提升强度与耐磨性的热处理
1040 钢轴经过 感应淬火,硬化层深度达到 0.8–1.2 mm,可实现:
表面硬度:HRC 50–55
保留芯部韧性以承受冲击载荷
提升滑动或旋转接口中的耐磨性
每一批产品在磨削前都会验证硬度均匀性和变形控制情况。
质量控制与合规性
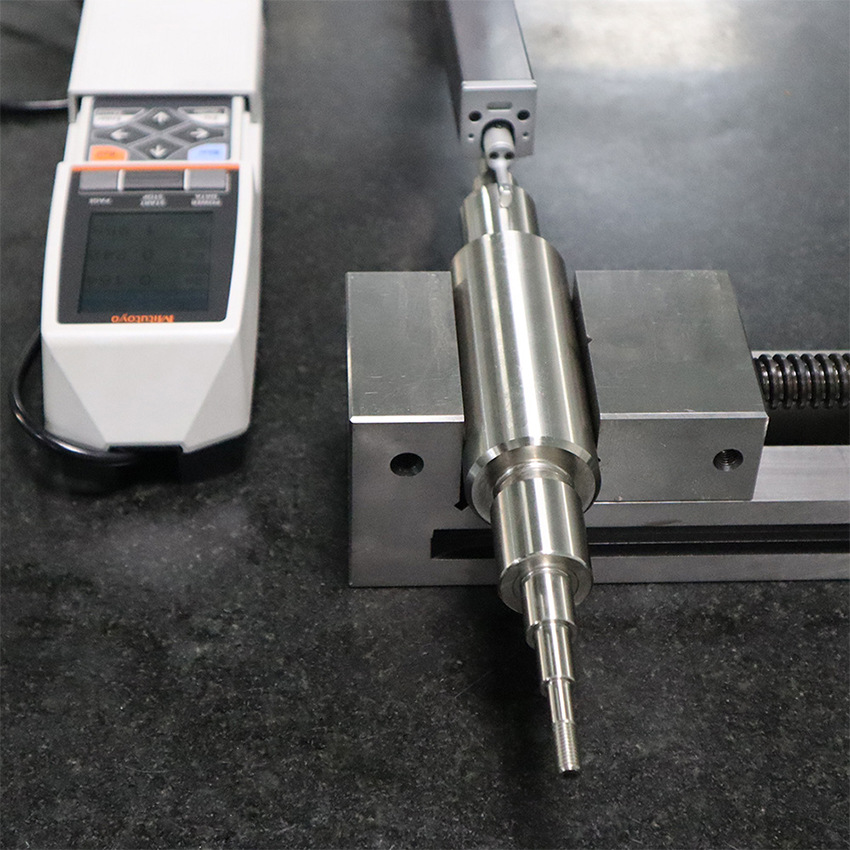
使用 CMM 和杠杆百分表检测跳动、同心度和直径
使用经校准的粗糙度仪验证表面粗糙度
热处理后进行硬度测试(洛氏 C 标尺)
认证文件包括 COC、材料可追溯性和热处理记录
为什么选择 Neway 进行 CNC 电机轴加工
专注于高性能系统用碳钢轴类零件的 CNC 加工
集成热处理与磨削服务,满足耐磨关键应用需求
具备大批量生产能力,并拥有严格的过程控制和汽车行业文档支持
提供从原材料到可交付零件的一站式 CNC 服务
汽车电机轴制造的 CNC 服务
Neway 为 OEM 和一级供应商提供完整的电机轴制造 CNC 解决方案。我们的核心服务包括:
CNC 车削与磨削:实现旋转轴所需的高精度、直线度和平衡性
1040 钢 CNC 加工:针对强度、硬度和尺寸控制进行优化
内部热处理:确保可靠硬化且不发生翘曲变形
选择 Neway,为满足严苛汽车要求的精密电机轴提供可靠且可扩展的生产方案。
常见问题
经过热处理的 1040 电机轴可达到什么表面硬度?
热处理后如何确保同心度和直线度?
汽车轴类零件的典型跳动控制标准是什么?
Neway 能否提供电机轴的样品试制和大批量生产?
交付时是否附带硬度和尺寸检测报告?
