表面完美:喷砂如何改变CNC零件
简介
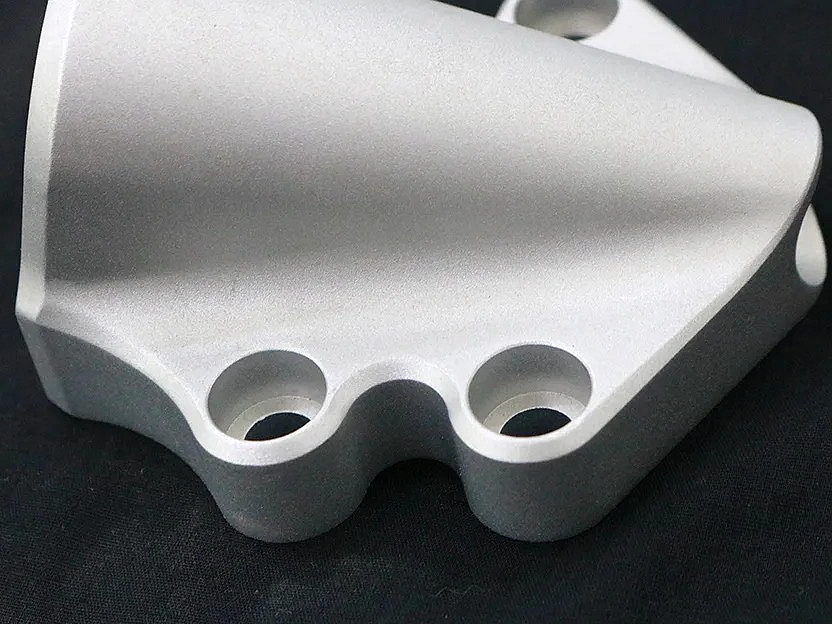
喷砂是一种机械表面处理方法,应用于 CNC 加工组件,通过压缩空气推动磨料对加工后的表面进行精整,例如 CNC 加工。喷砂通常能达到 Ra 1.2–3.2 μm 的表面粗糙度,有效去除加工痕迹、毛刺和轻微缺陷。该处理显著提升组件外观,形成均匀的哑光或缎面效果,同时为后续涂层附着力和耐腐蚀性做准备。
喷砂广泛应用于汽车、航空航天、医疗设备及消费电子行业,可高效处理多种材料,包括铝合金、不锈钢和工程塑料。它能均匀加工复杂几何和精细特征,帮助制造商生产外观美观、质量高的组件,为后续喷涂、阳极氧化或粉末涂层等精加工工序提供优化基础。
完美表面:喷砂如何改变 CNC 加工零件
科学原理与工业标准
定义:
喷砂是通过受控冲击磨料(通常为氧化铝、玻璃珠或钢砂),由压缩空气喷射到 CNC 加工表面形成均匀纹理(Ra 1.2–3.2 μm),去除污染物并为后续精加工或保护性处理做准备。
相关标准:
ASTM D4417:表面轮廓测量标准方法
ISO 8501-1:涂装前钢材基底准备
SAE J444:磨料颗粒分级标准
工艺功能与应用案例
性能维度 | 技术参数 | 应用案例 |
|---|---|---|
表面均匀性 | Ra 1.2–3.2 μm 均匀粗糙度 | 医疗设备外壳、精密航空零件 |
美观提升 | 哑光或缎面视觉效果 | 消费电子、高端汽车零件 |
表面清洁 | 完全去除油污、毛刺及污染物 | 阀体、工业设备、半导体零件 |
涂层附着力 | 附着力提升 >50% | 汽车涂层、阳极氧化航空零件 |
表面涂层分类
技术规格矩阵
喷砂方式 | 关键参数与指标 | 优点 | 局限性 |
|---|---|---|---|
氧化铝喷砂 | Ra: 1.5–3.2 μm;硬度: 9 莫氏 | 去毛刺效果佳,涂层附着力优异 | 可能嵌入表面颗粒 |
玻璃珠喷砂 | Ra: 1.2–2.5 μm;硬度: 6 莫氏 | 缎面效果,无基材损伤 | 对重毛刺效果较弱 |
钢丸喷砂 | Ra: 2.5–5.0 μm;硬度: 40–50 HRC | 高强度清洁,具有应力释放作用 | 不适合精密零件 |
塑料磨料喷砂 | Ra: 1.0–2.0 μm;硬度低 (3–4 莫氏) | 轻柔清洁,适合精密零件 | 磨料耐久性有限 |
碳化硅喷砂 | Ra: 2.0–4.0 μm;硬度: 9.5 莫氏 | 强力清洁,快速表面蚀刻 | 材料去除率高 |
选择标准与优化指南
氧化铝喷砂
选择标准:适用于通用表面精整,去毛刺效果佳,涂层准备优异。
优化指南:控制压力 (4–6 bar),选择粒度 (#80–120),保证喷嘴均匀移动。
玻璃珠喷砂
选择标准:适合精密零件,实现光滑缎面效果,尺寸影响最小。
优化指南:使用细玻璃珠 (#100–200),维持中等压力 (2–4 bar),喷射距离均匀 (15–25 cm)。
钢丸喷砂
选择标准:适合坚固零件,需高强度清洁与应力释放,尤其是钢和铸件。
优化指南:使用粗钢丸 (S170–S330),控制压力 (5–7 bar),定期检查表面完整性以防损伤。
塑料磨料喷砂
选择标准:适合精密材料及轻量组件,确保表面改变最小。
优化指南:低压力 (1–3 bar),选择适合塑料磨料(丙烯或三聚氰胺基),定期补充磨料保持一致性。
碳化硅喷砂
选择标准:用于硬材料的强力表面处理和快速去除加工痕迹。
优化指南:喷砂压力 (4–6 bar),使用中等粒度磨料 (#60–100),密切监控过程以防过度侵蚀。
材料与喷砂兼容性表
材料类别 | 推荐喷砂方式 | 性能提升 | 工业验证数据 |
|---|---|---|---|
玻璃珠喷砂 | 均匀缎面;提升涂层附着力 | 航空零件,符合 ASTM D4417 标准 | |
氧化铝喷砂 | 去毛刺效果佳;增强耐腐蚀性 | 医疗设备,符合 ISO 8501-1 | |
塑料磨料喷砂 | 轻柔清洁,无表面污染 | 航空植入件,符合 SAE AMS2430 | |
塑料磨料喷砂 | 精细表面处理;低粗糙度 (Ra <2 μm) | 电子设备外壳,符合 ASTM D7127 | |
钢丸喷砂 | 应力释放表面;提升疲劳强度 | 工业模具,符合 ASTM E466 |
喷砂过程控制:关键步骤与标准
喷砂前要点
表面脱脂:通过碱洗或溶剂清洁去除油污与污染物 (ISO 8501-1)。
遮蔽与保护:对关键尺寸及螺纹区域进行精密遮蔽 (符合 ASTM D6123)。
磨料选择:根据 SAE J444 标准验证颗粒尺寸和硬度。
喷砂过程控制
压力监控:保持恒定喷砂压力 (±0.2 bar 精度)。
距离控制:保持喷嘴与工件恒定距离 (15–25 cm) 以确保表面均匀。
磨料质量保障:定期检查并更换磨料,保持一致的磨料品质。
喷砂后检查
表面粗糙度测量:使用轮廓仪,符合 ASTM D4417 标准。
清洁检查:通过目视和显微检查确保表面无污染 (ISO 8501-1)。
涂层附着力测试准备:通过标准化测试确认涂层附着力增强 (ASTM D3359)。
常见问题
与其他表面处理方法相比,喷砂 CNC 零件有哪些主要优势?
喷砂会损伤或改变精密 CNC 零件形状吗?
哪种磨料最适合精密 CNC 零件?
喷砂如何提升后续涂层(如喷漆或阳极氧化)的附着力?
喷砂是否适用于所有类型的 CNC 材料,包括塑料和非金属零件?
