中文

快速成型服务范围
我们的快速成型服务范围涵盖快速真空铸造、塑料注射成型、金属注射成型和陶瓷注射成型。我们提供快速、精确的原型及生产零件,确保为各行业和应用交付高质量成果。

陶瓷注射成型服务生产复杂高性能陶瓷零件,精细度高,适合先进工程应用,交付周期20天内。
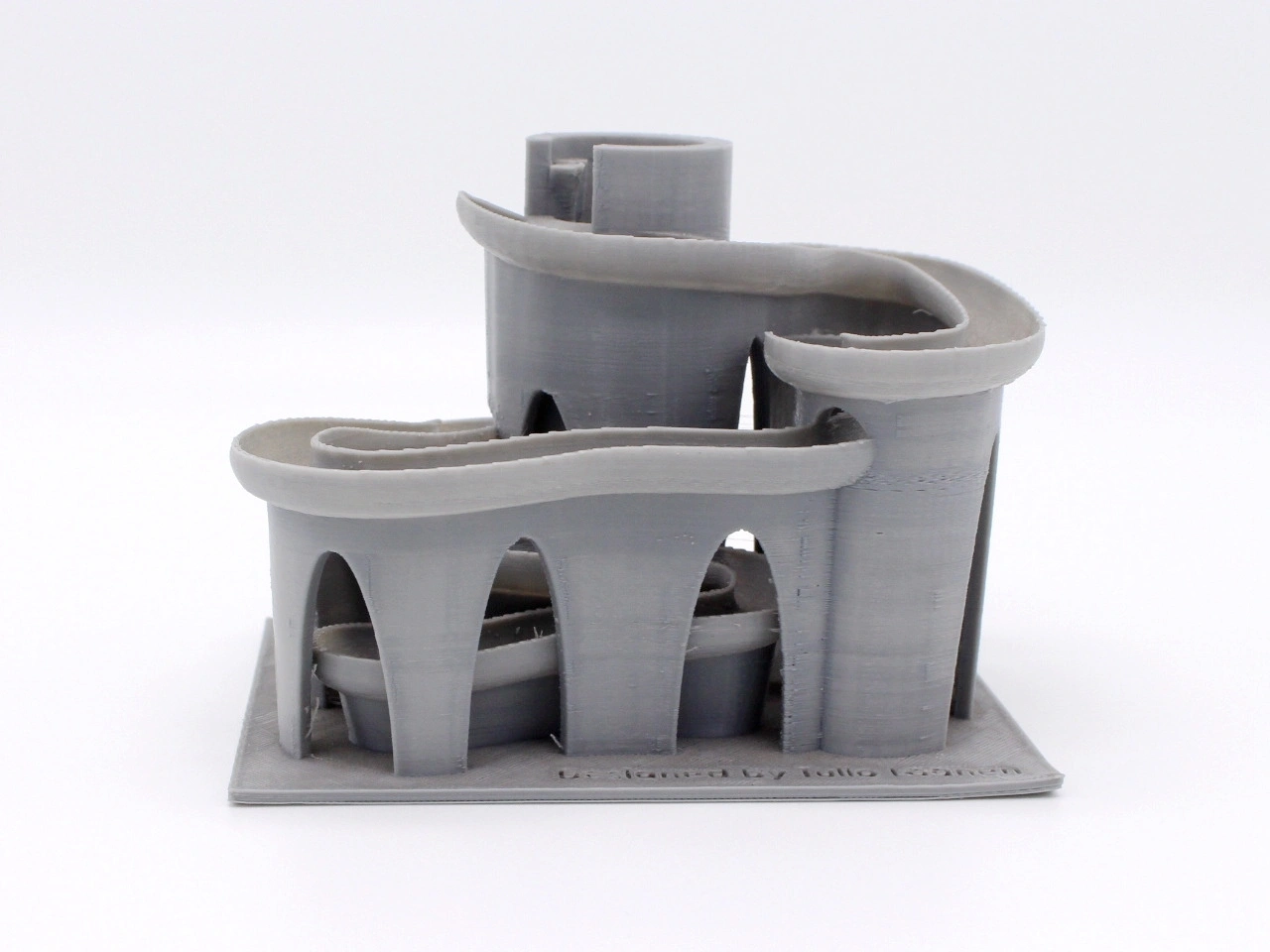
我们的快速真空铸造服务采用耐用硅胶模具,10天内快速交付高质量原型,支持原型及低批量生产。

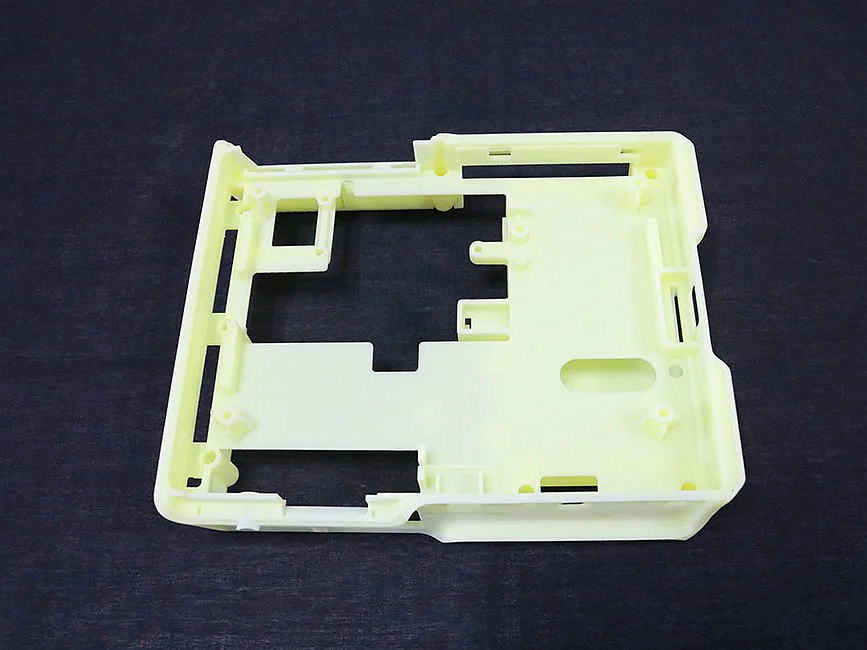
塑料注射成型服务提供精密高质量原型及生产零件,快速交付(15天内),并具备中等批量生产成本优势。
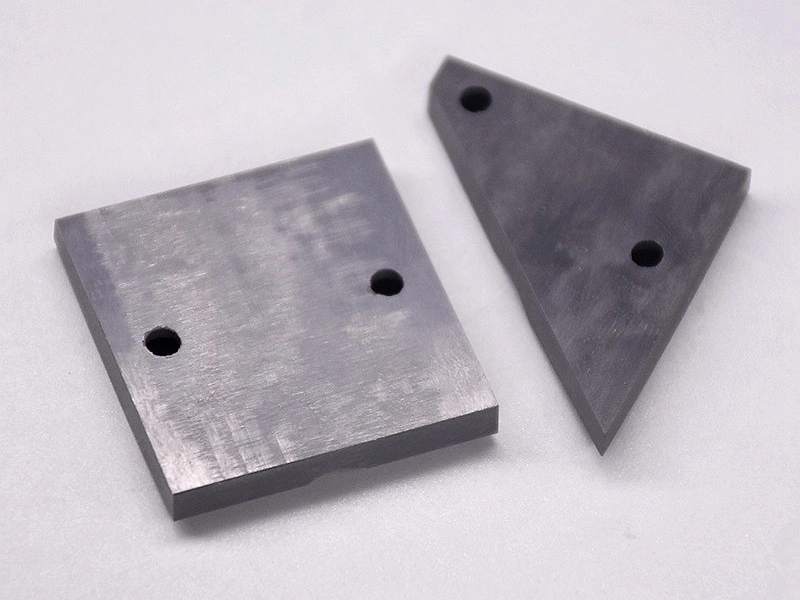
我们的金属注射成型服务生产结构复杂、高强度的金属零件,精度优异,适合20天内的小至中批量生产。
陶瓷注射成型服务生产复杂高性能陶瓷零件,精细度高,适合先进工程应用,交付周期20天内。
我们的快速真空铸造服务采用耐用硅胶模具,10天内快速交付高质量原型,支持原型及低批量生产。
典型3D打印材料
CNC加工中常用的铝合金包括6061、7075、2024和5052,具有高强度、耐腐蚀性和良好加工性能等多种特性。这些合金广泛应用于航空、汽车、海洋及结构领域。
快速成型零件的表面处理
Neway为快速成型零件提供先进的表面处理,包括快速真空铸造、塑料注射成型、金属注射成型和陶瓷注射成型。我们的服务提升耐用性、表面质量和性能,确保多样化应用的精度和可靠性。
























定制快速成型零件案例研究
我们的定制快速成型零件案例展示了快速真空铸造、塑料注射成型、金属注射成型和陶瓷注射成型的成功应用。我们交付精准、高质量的零件,满足客户需求,优化生产速度和成本效率。








今天就开始一个新项目吧
快速成型零件建议
为优化快速成型零件,建议考虑1-3°的拔模斜角以便脱模,最小孔径0.8mm,严格的公差控制(±0.1mm),均匀壁厚,适当圆角,以及基于性能和应用需求的材料选择。