日本語
カスタム部品CNC加工サービス
当社のオンデマンド精密CNCフライス加工サービスは、 高品質で信頼性が高く効率的なスーパーアロイ、セラミック、ステンレス鋼、アルミニウム、 チタン部品のCNCフライス加工ソリューションを必要とする業界の厳しい基準を満たすように設計されています。
無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
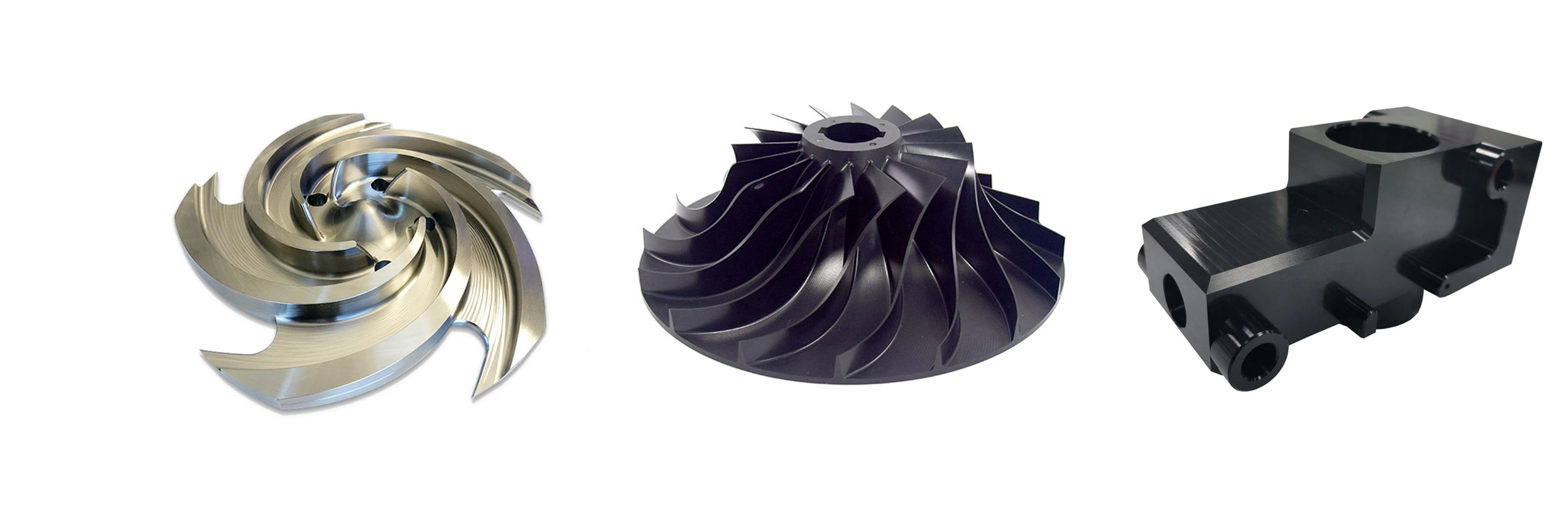
カスタム部品CNC加工製造
当社はフライス加工、旋盤加工、多軸CNC精密加工サービスを提供します。高温合金、鉄系金属、プラスチック、セラミックなどの先進材料に対応した成熟した加工技術を持ち、認定パートナーと共に表面処理などのワンストップサービスも提供しています。

当社のEDMサービスは、最大公差±0.005mmで複雑な形状、アンダーカット構造、高温合金、その他難加工材料を精密に切断します。

当社のCNC加工サービスは、スーパーアロイ、金属、プラスチック、セラミックから高精度のカスタム部品を提供し、ラピッドプロトタイピングとオンデマンド生産に対応しています。

オンデマンドのCNCフライス加工サービスを提供し、3軸、4軸、5軸の能力を用いて複雑な部品の高精度加工(±0.001インチ)を実現します。

カスタムCNC旋盤加工サービスは、スーパーアロイ、金属、プラスチック、セラミックおよび高性能材料に対応し、厳しい公差で正確な円筒形部品を提供します。

当社のCNC深穴ドリル加工サービスは、様々な材料および用途に適した厳しい公差で精密な穴加工を提供します。最大アスペクト比は100:1です。

当社のCNCボーリング加工サービスは、大型および複雑部品の高精度な穴拡大と仕上げを提供し、内側のスプラインおよび溝加工も行います。

CNC研削サービスは複雑な形状に対して超高精度の表面仕上げと厳しい公差を確保し、セラミックス、金属、スーパーアロイで高品質な結果を提供します。

当社の多軸加工サービスは、4軸および5軸CNC機械を使用して複雑で高精度な部品を製造し、複雑な形状と厳しい公差を実現します。

当社の精密加工サービスは、多様な材料と産業に対応し、最も厳しい仕様に合致する優れた精度の厳しい公差部品を提供します。
当社のEDMサービスは、最大公差±0.005mmで複雑な形状、アンダーカット構造、高温合金、その他難加工材料を精密に切断します。
当社のCNC加工サービスは、スーパーアロイ、金属、プラスチック、セラミックから高精度のカスタム部品を提供し、ラピッドプロトタイピングとオンデマンド生産に対応しています。
オンデマンドのCNCフライス加工サービスを提供し、3軸、4軸、5軸の能力を用いて複雑な部品の高精度加工(±0.001インチ)を実現します。
カスタムCNC旋盤加工サービスは、スーパーアロイ、金属、プラスチック、セラミックおよび高性能材料に対応し、厳しい公差で正確な円筒形部品を提供します。
当社のCNC深穴ドリル加工サービスは、様々な材料および用途に適した厳しい公差で精密な穴加工を提供します。最大アスペクト比は100:1です。
当社のEDMサービスは、最大公差±0.005mmで複雑な形状、アンダーカット構造、高温合金、その他難加工材料を精密に切断します。
当社のCNC加工サービスは、スーパーアロイ、金属、プラスチック、セラミックから高精度のカスタム部品を提供し、ラピッドプロトタイピングとオンデマンド生産に対応しています。
オンデマンドのCNCフライス加工サービスを提供し、3軸、4軸、5軸の能力を用いて複雑な部品の高精度加工(±0.001インチ)を実現します。
カスタムCNC旋盤加工サービスは、スーパーアロイ、金属、プラスチック、セラミックおよび高性能材料に対応し、厳しい公差で正確な円筒形部品を提供します。
当社のCNC深穴ドリル加工サービスは、様々な材料および用途に適した厳しい公差で精密な穴加工を提供します。最大アスペクト比は100:1です。
当社のCNCボーリング加工サービスは、大型および複雑部品の高精度な穴拡大と仕上げを提供し、内側のスプラインおよび溝加工も行います。
CNC研削サービスは複雑な形状に対して超高精度の表面仕上げと厳しい公差を確保し、セラミックス、金属、スーパーアロイで高品質な結果を提供します。
当社の多軸加工サービスは、4軸および5軸CNC機械を使用して複雑で高精度な部品を製造し、複雑な形状と厳しい公差を実現します。
当社の精密加工サービスは、多様な材料と産業に対応し、最も厳しい仕様に合致する優れた精度の厳しい公差部品を提供します。
当社のEDMサービスは、最大公差±0.005mmで複雑な形状、アンダーカット構造、高温合金、その他難加工材料を精密に切断します。
当社のCNC加工サービスは、スーパーアロイ、金属、プラスチック、セラミックから高精度のカスタム部品を提供し、ラピッドプロトタイピングとオンデマンド生産に対応しています。
CNC加工材料
当社はInconel、チタン合金などの高温合金、ステンレス鋼、炭素鋼などの鉄系合金、ABS、PC、POM、PEEKなどのプラスチック、アルミナ、ジルコニアなどのセラミックを加工可能です。主に航空宇宙、ガスタービン、医療産業の高温合金構造部品の加工に関わっています。

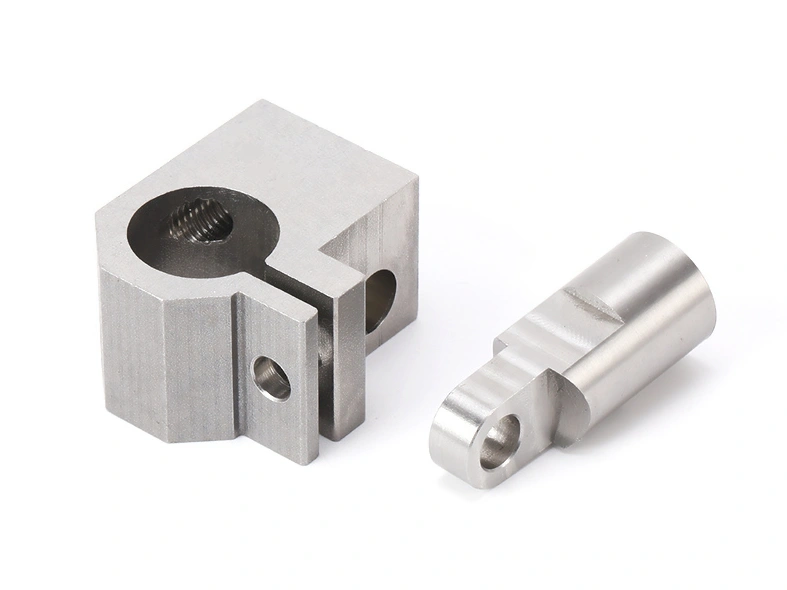
CNC加工部品の用途
CNC加工部品は、その高い精度、耐久性、多用途性により、多くの産業で広く使用されています。これらの部品はスーパーアロイ、チタン、アルミニウム、ステンレス鋼、プラスチックから作られており、航空宇宙、自動車、医療機器、発電、ロボティクスなどの高性能分野での使用を可能にします。CNC加工は複雑な形状、高い公差、効率的な生産を可能にします。エンジン部品、構造要素、医療器具、工業機械の製造に最適で、高精度かつ再現性に優れています。

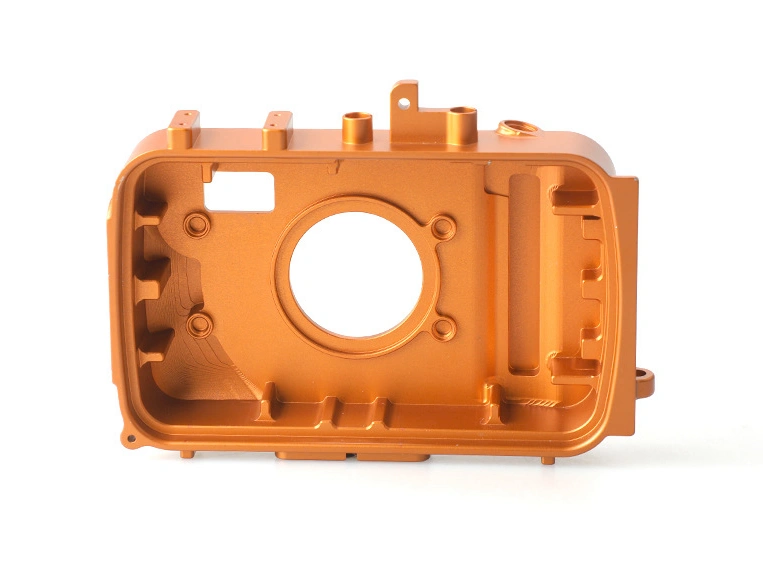
CNC加工部品の表面処理
CNC加工部品の表面処理は、材料の表面を改質することで耐久性、性能、美観を向上させます。標準的な技術には陽極酸化、メッキ、コーティング、研磨、ショットピーニングがあります。これらの処理は耐食性、耐摩耗性、表面硬度を高めます。例えば、アルミニウムの陽極酸化は耐食性を増し、ショットピーニングは疲労耐性を改善します。これらの処理は、厳しい使用条件下での部品の長寿命と信頼性が重要な航空宇宙、自動車、医療機器などの産業で不可欠です。
























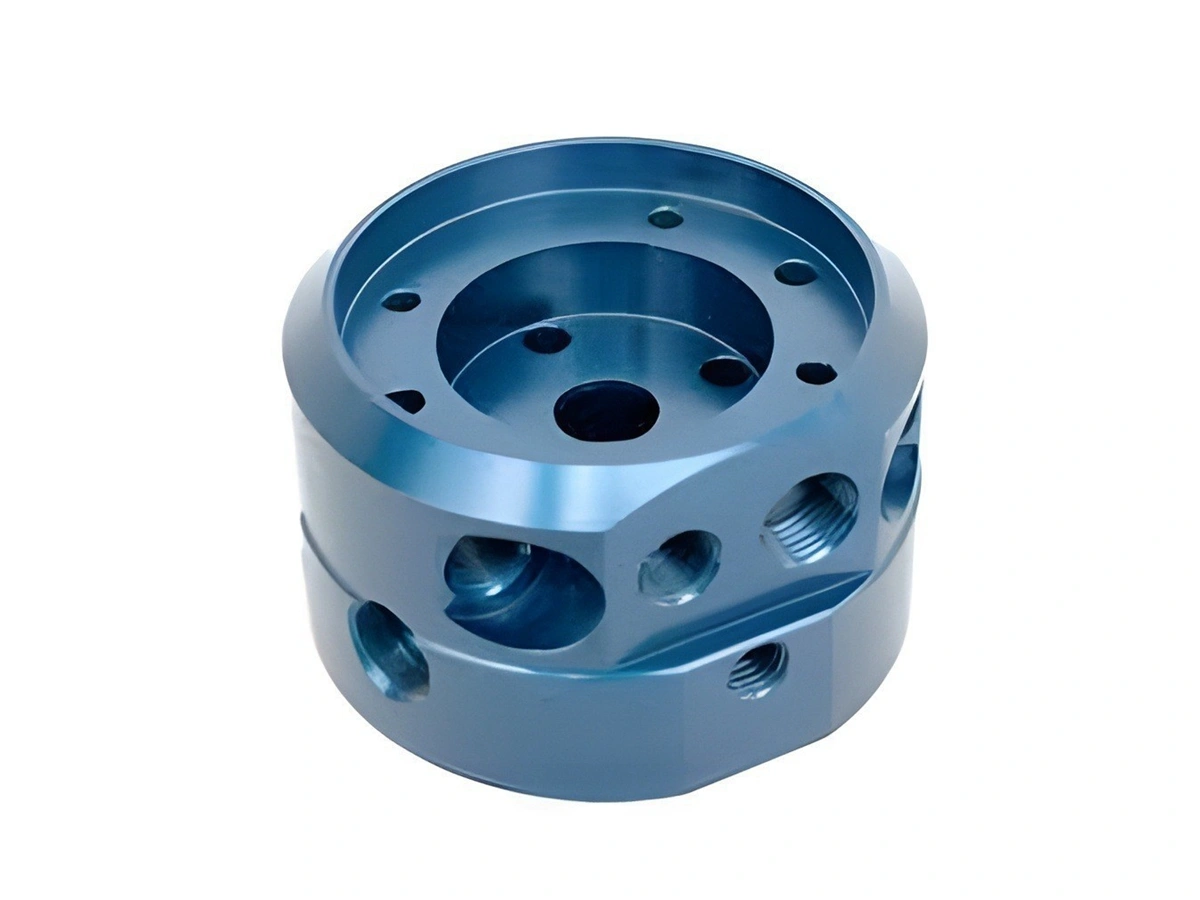
CNC加工部品のケーススタディ
航空宇宙、自動車、医療などの産業向けに精密製造を紹介するCNC加工部品のケーススタディをご覧ください。Inconel、チタン、アルミニウムなどの材料を使用した高品質なカスタムCNC加工部品の提供方法をご紹介します。






本日新しいプロジェクトを開始しましょう
CNC加工の公差
CNC加工の公差は、加工中に部品の寸法に許容される変動を指します。厳しい公差は高い精度を保証し、特に航空宇宙、自動車、医療機器などの正確なフィットと機能を要する部品に重要です。
CNC加工設計の提案
CNC加工設計の提案は、生産効率の最適化に焦点を当てています。主なポイントは、丸みのあるコーナーの使用、穴の深さと直径の比率の適正化、厳しい公差の最小化、工具のアクセス確保、形状の簡素化、部品の重量とサイズの考慮です。これらの戦略は加工時間、コスト、複雑さを削減します。






