日本語
精密オンラインカスタムCNC研削サービス
オンデマンド精密CNCミリングサービスは、超合金、セラミック、ステンレス鋼、アルミニウム、チタン部品の高品質で信頼性の高い効率的なCNCミリングソリューションを必要とする業界の最も厳しい基準に合わせてカスタマイズされています。
無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
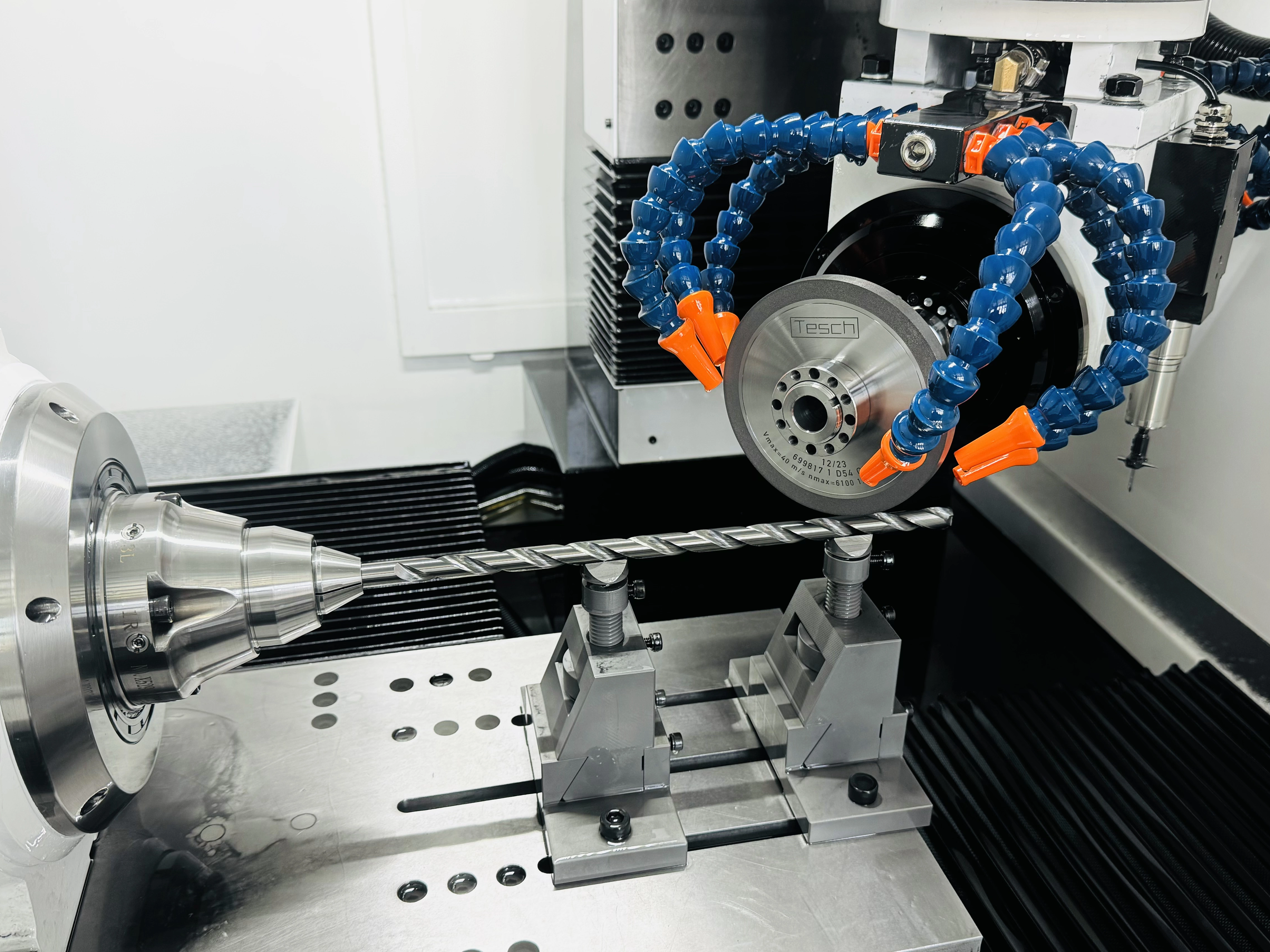
精密CNC研削の用途
精密CNC研削は、高精度の公差と滑らかな仕上げを必要とする部品の加工に使用されます。ギア、シャフト、航空宇宙部品などの一般的な用途を含み、航空宇宙、自動車、医療、産業機器などの業界で最適な性能と卓越した表面品質を保証します。
精密CNC研削に適した主要材料
CNC研削は、超合金、チタン、アルミニウム、銅、黄銅、青銅、炭素鋼、ステンレス鋼、プラスチック、セラミックなどの材料の精密加工に広く利用されています。これらの材料は、耐久性、強度、多用途性が求められる様々な業界で選択されます。CNC研削は高精度、滑らかな仕上げ、厳しい公差を実現し、複雑で高性能な用途に最適です。

CNC研削部品の表面処理
CNC研削部品の表面処理は、耐久性、性能、外観を向上させます。研磨、めっき、コーティングなどのオプションにより、耐摩耗性の向上、摩擦の低減、腐食からの保護を実現し、さまざまな産業用途における精密部品の高品質な仕上げを保証します。
























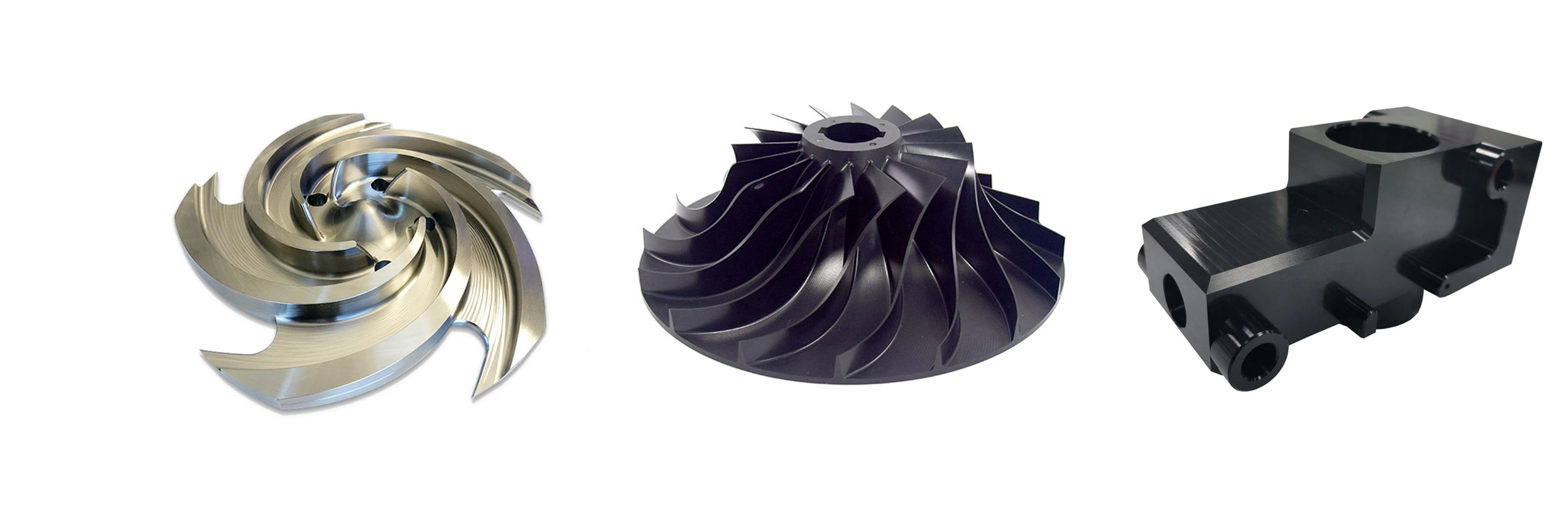
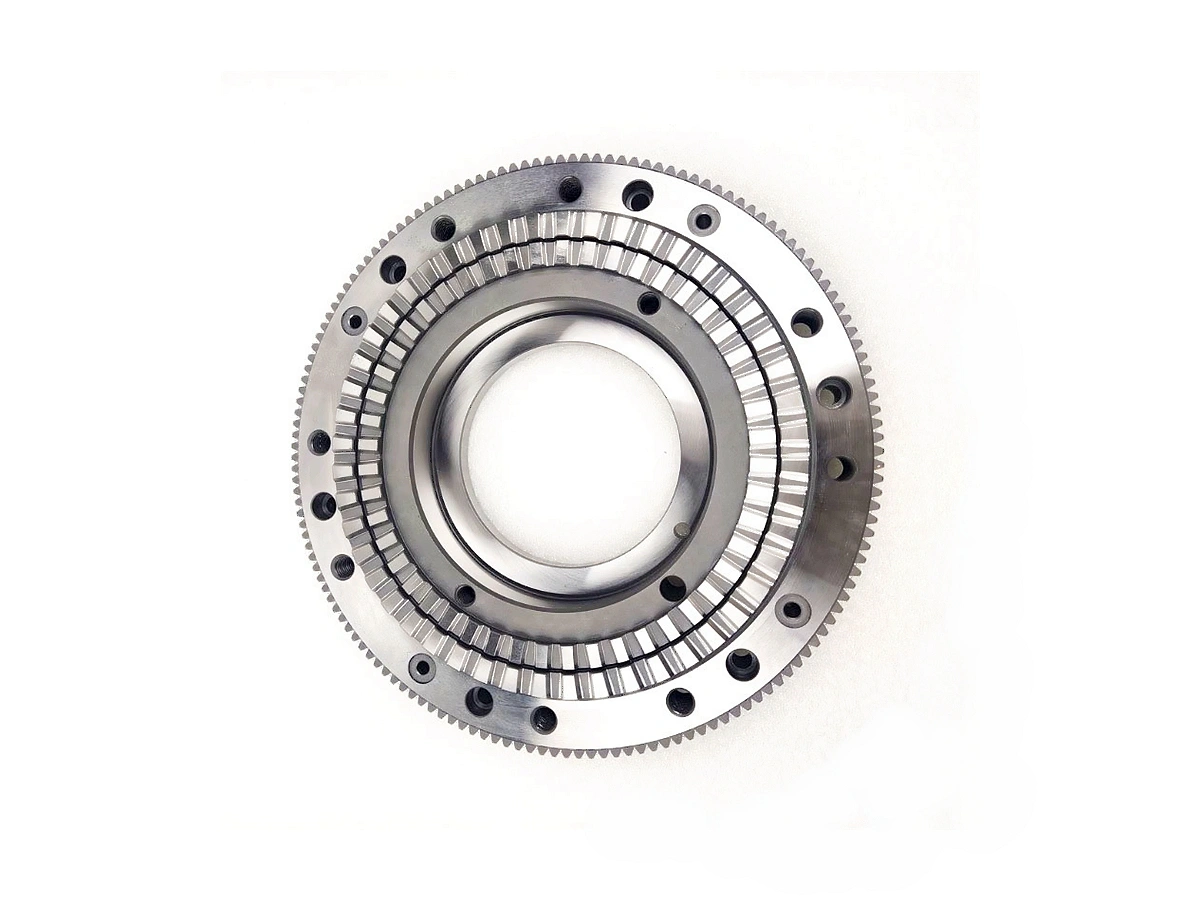
カスタムCNC研削部品ギャラリー
当社のカスタムCNC研削部品ギャラリーは、ギア、シャフト、ベアリングなどの精密に設計された部品を展示しており、卓越した精度と滑らかな仕上げを実現しています。各部品は、厳しい公差と複雑な仕様に対応する当社の技術力を示しています。











本日新しいプロジェクトを開始しましょう
CNC研削の公差
CNC研削の公差は、重要な部品の精密な寸法と高品質な仕上げを保証します。一般的な公差は±0.1mmの範囲で、精密研削では±0.005mmから±0.02mmまでの厳しい公差を実現し、航空宇宙、自動車、医療などの産業の要求に応えます。
CNC研削設計ガイドライン
CNC研削設計ガイドラインは、最適な加工効率と高精度な結果を保証します。半径、穴の設計、表面仕上げ、公差、壁厚などの主要な考慮事項を含み、航空宇宙、自動車、医療などの業界における卓越した表面品質の精密部品製造を可能にします。






