自動車用途向け1040鋼モーターシャフトのCNC旋削・研削ソリューション
自動車用モーターシャフトのCNC加工:高精度・高強度・高性能
モーターシャフトは、現代の車両における重要なドライブトレイン部品であり、動的荷重条件下でトルクと回転を伝達します。これらの部品には、優れた真円度、真直度、表面健全性、および疲労強度が求められます。Newayでは、CNC旋削とCNC研削に加え、熱処理プロセスを組み合わせ、自動車用途向けに耐久性を最適化したカスタムモーターシャフトを製造しています。
1040中炭素鋼から加工された当社のモーターシャフトは、電動モーター、内燃機関、トランスミッションシステムで求められる硬度、真直度、および耐摩耗性を実現します。

自動車用シャフト部品に1040鋼が選ばれる理由
強度と被削性の優れたバランス
1040鋼は、約620 MPaの引張強度を持ち、熱処理によって表面硬度を高めやすい特性があります。低炭素鋼よりも優れた靭性と疲労耐性を備えながら、シャフト製造に適した良好な被削性も維持します。
高周波焼入れと高精度研削に最適
均一な微細組織と炭素含有量により、1040鋼は高周波焼入れや火炎焼入れに適しています。焼入れ後も寸法安定性を維持できるため、ベアリングジャーナル、圧入部、スプライン嵌合部の厳しい公差研削が可能です。

モーターシャフトのためのCNC旋削および研削プロセス
予備成形および形状加工のためのCNC旋削
旋削は、ジャーナル、キー溝、面取り、ねじ部を含むシャフトの粗形状を形成するために使用されます。当社の高剛性CNC旋盤は、以下を維持します:
直径公差:±0.01 mm
同心度:複数のシャフト形状間で ≤0.02 mm
表面仕上げ:Ra 1.6–3.2 µm(研削前)
仕上げ精度と高速安定性のためのCNC研削
熱処理後、重要表面は高精度CNC研削によって最終仕様まで仕上げ������れます。これには以下が含まれます:
ジャーナル径公差:±0.005 mm
表面仕上げ:ベアリング部で Ra ≤ 0.4 µm
真円度および真直度:シャフト全長にわたり ≤ 0.01 mm
これらの特性により、高RPM条件下でも振動のない回転、低摩擦、および長寿命が確保されます。
強度と耐摩耗性のための熱処理
1040シャフトには、高周波焼入れが施され、焼入れ層深さ0.8~1.2 mmで以下を実現します:
表面硬度:HRC 50–55
衝撃荷重に対応する芯部靭性の維持
摺動部または回転部における耐摩耗性の向上
各バッチは、研削前に硬度の均一性と変形管理について検証されます。
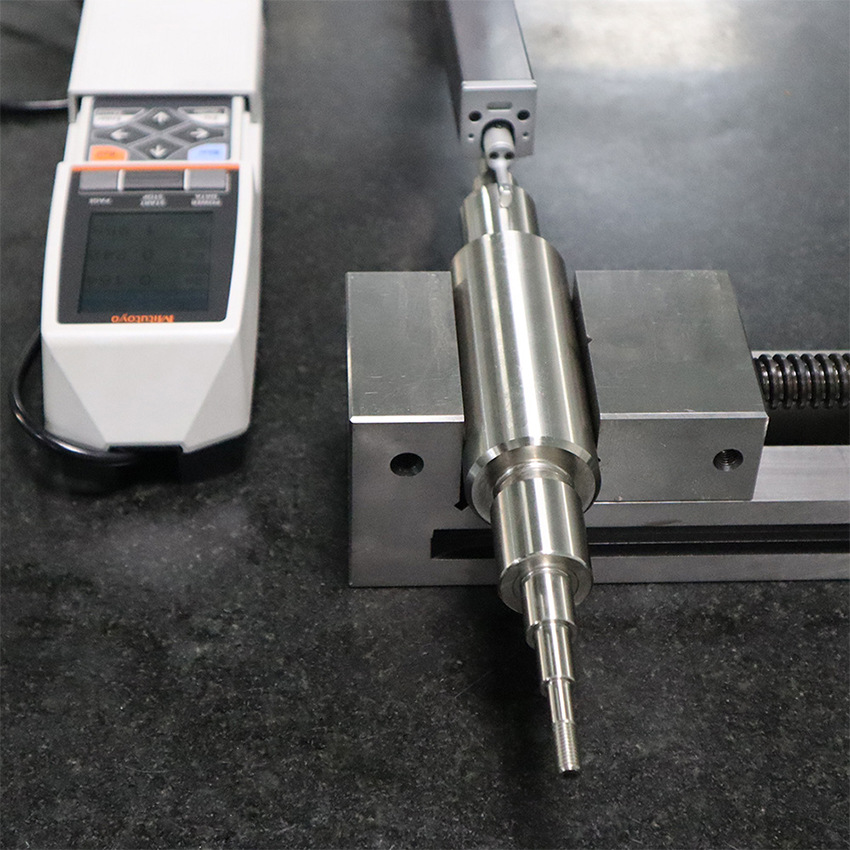
品質管理と適合性
CMMおよびダイヤルゲージを使用して、振れ、同心度、直径を検査
校正済みプロフィロメーターで表面粗さを確認
熱処理後の硬度試験(ロックウェルCスケール)
認証内容には、COC、材料トレーサビリティ、および熱処理記録を含む
CNC加工モーターシャフトでNewayが選ばれる理由
高性能システム向けシャフト部品における炭素鋼のCNC加工の専門性
耐摩耗性が重要な用途に向けた統合型の熱処理および研削サービス
厳密な工程管理と自動車向け文書対応を備えた量産能力
原材料から納品対応部品までを一貫して提供するワンストップCNCサービス
自動車用モーターシャフト製造のためのCNCサービス
Newayは、モーターシャフト製造向けの包括的なCNCソリューションにより、OEMおよびティアサプライヤーを支援しています。当社の主な提供内容は以下の通りです:
CNC旋削および研削:回転シャフトに必要な高精度、真直度、バランスを実現
1040鋼CNC加工:強度、硬度、寸法管理のために最適化
社内熱処理:反りを抑えながら信頼性の高い硬化を実現
厳しい自動車要件に対応する高精度モーターシャフトの、信頼性が高く拡張可能な生産には、Newayをお選びください。
よくある質問
熱処理された1040モーターシャフトでは、どの程度の表面硬度が実現できますか��
熱処理後の同心度と真直度はどのように確保していますか?
自動車用シャフト部品における一般的な振れ管理基準はどの程度ですか?
Newayはモーターシャフトの試作および量産の両方に対応できますか?
硬度試験報告書および寸法検査報告書は納品時に含まれますか?
