日本語
カスタム部品オンラインラピッドプロトタイピングサービス
Newayは、CNC加工、3Dプリント、ラピッド成形を活用した、迅速かつ高精度なカスタム部品のオンラインラピッドプロトタイピングサービスを提供しています。短納期、高精度、そしてお客様のニーズに応じたカスタマイズを実現します。
無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
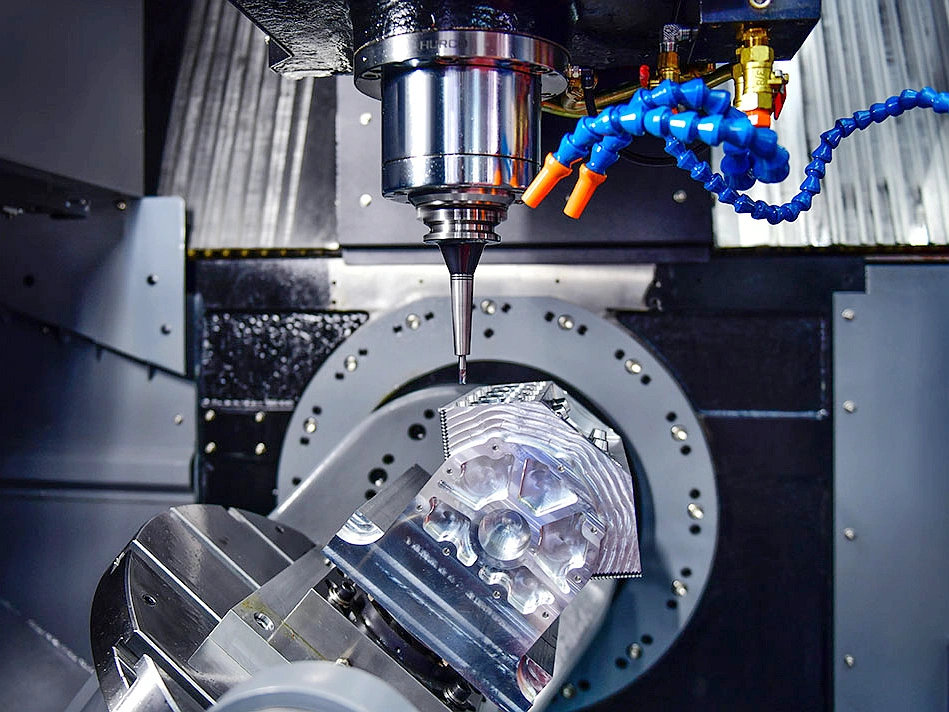
加工プロトタイピング機能
Newayの加工プロトタイピング機能には、CNC加工、CNCミーリング、CNC旋盤加工、CNC穴あけ、CNCボーリング、CNC研削、多軸加工、精密加工、放電加工(EDM)が含まれます。高精度かつ迅速なプロトタイプを提供します。
加工プロトタイピング用材料ソリューション
Newayの加工プロトタイピング材料ソリューションは、スーパー合金、チタン、アルミニウム、銅、真鍮、青銅、炭素鋼、ステンレス鋼、プラスチック、セラミックなど多彩な材料を提供し、高性能で高品質、精密かつ材料特性に優れたプロトタイプを実現します。
プロトタイピング部品向け表面処理
Newayのプロトタイピング部品向け表面処理は、陽極酸化、コーティング、研磨、メッキ、熱処理を含みます。これらは材料特性を向上させ、耐久性、耐食性、表面仕上げを改善し、高品質で機能的なプロトタイプを提供します。
























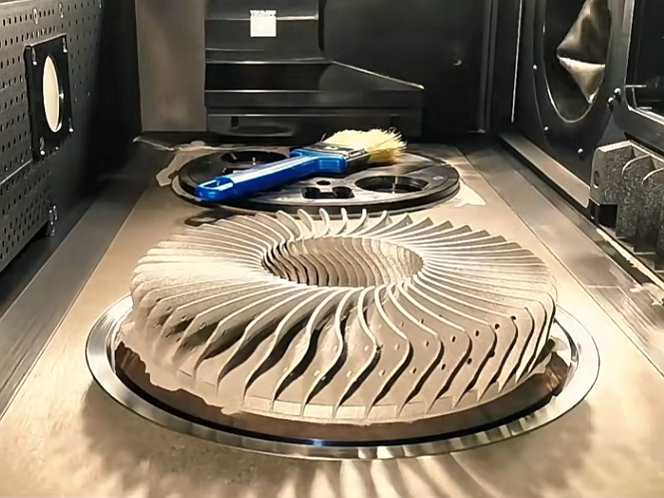
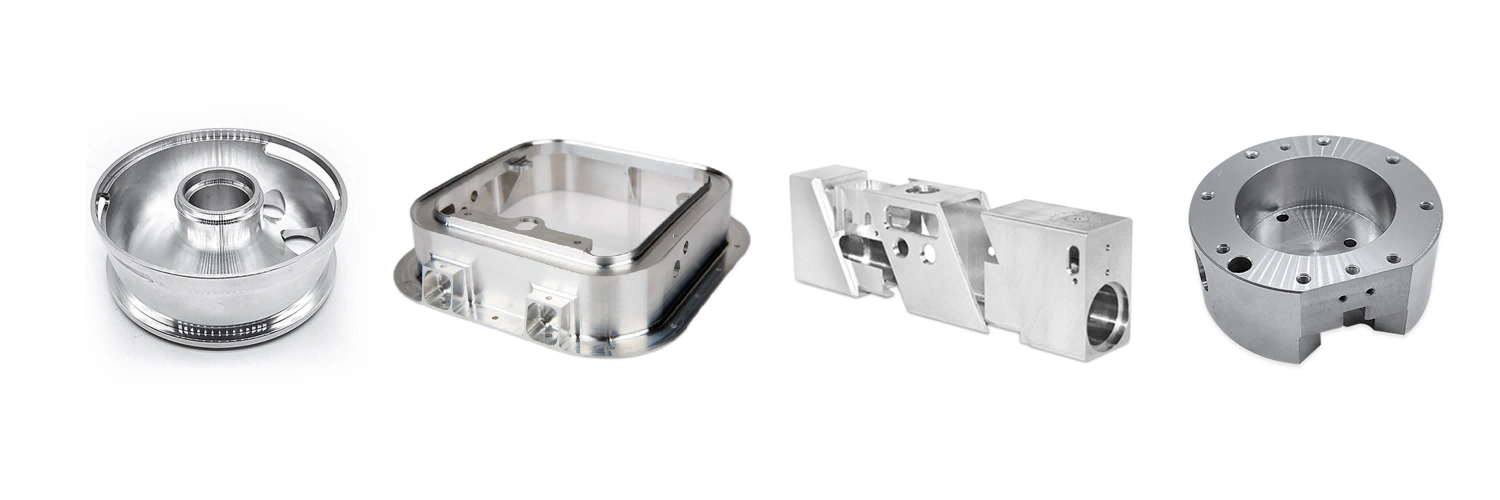
加工プロトタイピング事例
Newayの加工プロトタイピング事例では、スーパー合金、チタン、アルミニウム、銅、真鍮、青銅、炭素鋼、ステンレス鋼、プラスチック、セラミックの成功事例を紹介。多様な業界向けに高精度・高性能なプロトタイプを提供し、顧客仕様を高品質かつ効率的に満たしています。








本日新しいプロジェクトを開始しましょう
CNCプロトタイピングの提案
CNCプロトタイプ設計のガイドラインは、材料選択、均一な壁厚、実現可能な公差、アクセス可能な機能を重視。鋭角の回避、材料除去の最小化、適切な穴設計と対称性確保により、加工効率、コスト、部品品質を最適化します。