日本語
オンライン高速CNC機械加工プロトタイピングサービス
オンライン高速CNC機械加工プロトタイピングサービスは、3軸、4軸、5軸CNC機械加工を使用して、カスタム部品を迅速かつ正確に製造するサービスです。これらのサービスは、さまざまな材料と業界にわたるプロトタイプおよび小ロット生産のための迅速なターンアラウンドタイム、高い精度、費用効果の高いソリューションを提供します。
無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
カスタム部品CNC機械加工サービス
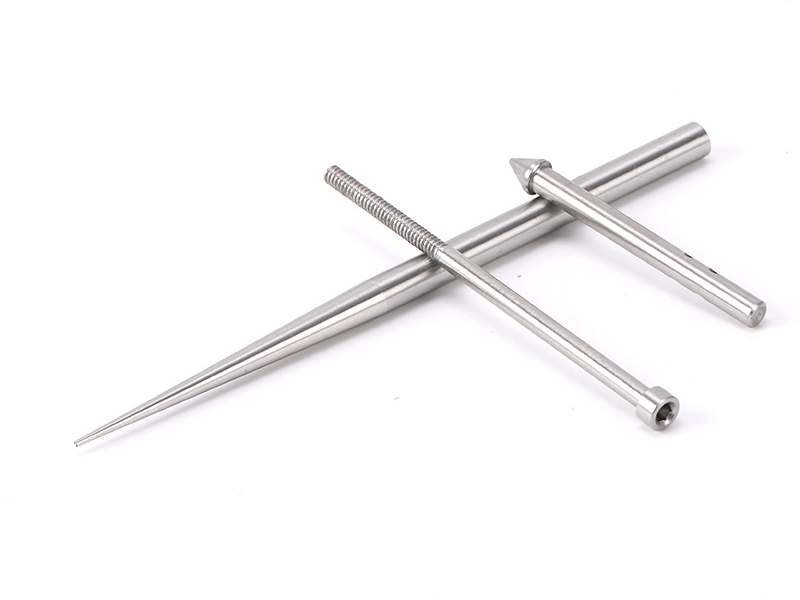
当社のCNCプロトタイピング方法には、精密ミーリング、旋盤、ドリルを使用して高精度なカスタム部品を製造する方法が含まれており、高品質でカスタムな部品を迅速に提供します。これらの方法は、迅速なターンアラウンド、高い精度、さまざまな材料に対応できる柔軟性を提供し、プロトタイプ、機能テスト、小ロット生産をサポートします。

Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm

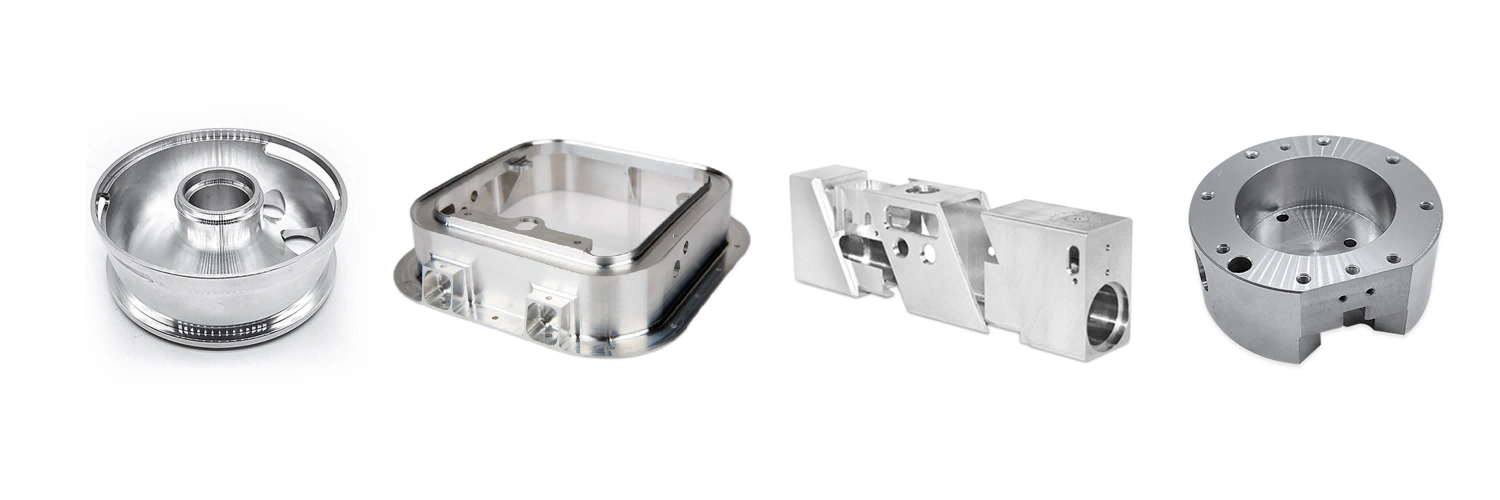
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.

We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.

Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.

Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.

Our CNC Boring service offers precise hole enlargement and finishing, ensuring high accuracy for large and complex parts. And internal spline and internal groove processing.

CNC Grinding service ensures ultra-precise surface finishes and tight tolerances for complex shapes, delivering high-quality results in ceramics, metals, and superalloys.

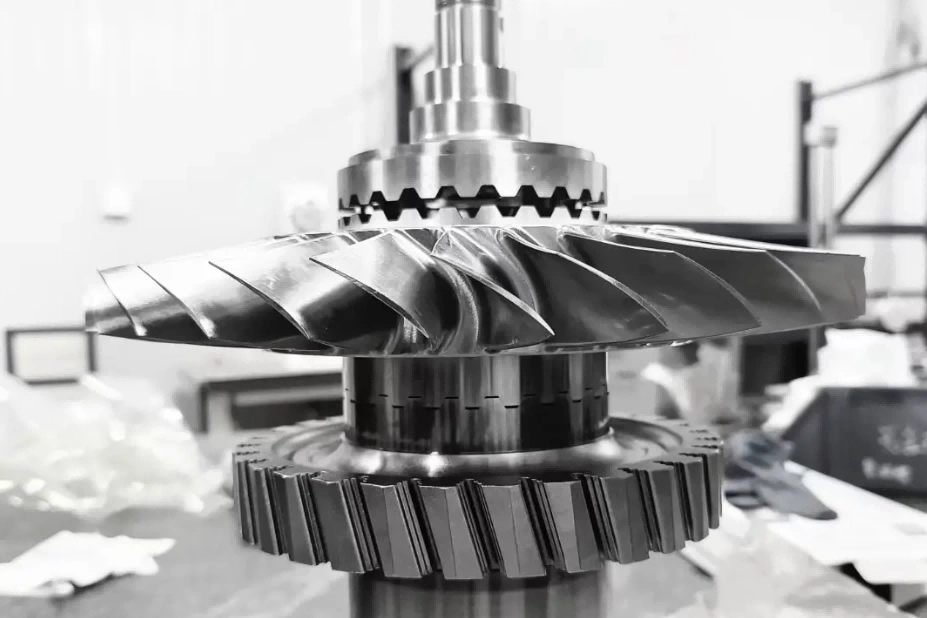
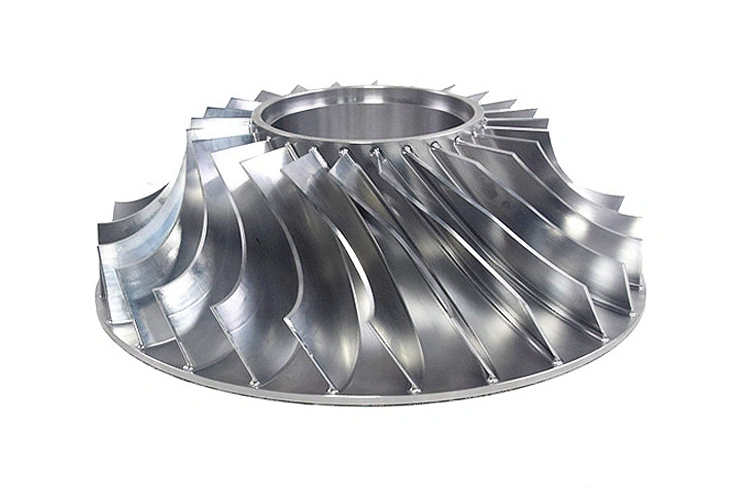
Our Multi-Axis Machining service utilizes 4-axis and 5-axis CNC machines to produce complex, high-precision parts with intricate geometries and tight tolerances.

Our Precision Machining service delivers tight-tolerance parts with exceptional accuracy to meet the most demanding specifications across diverse materials and industries.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.
Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.
Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.
Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.
Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.
Our CNC Boring service offers precise hole enlargement and finishing, ensuring high accuracy for large and complex parts. And internal spline and internal groove processing.
CNC Grinding service ensures ultra-precise surface finishes and tight tolerances for complex shapes, delivering high-quality results in ceramics, metals, and superalloys.
Our Multi-Axis Machining service utilizes 4-axis and 5-axis CNC machines to produce complex, high-precision parts with intricate geometries and tight tolerances.
Our Precision Machining service delivers tight-tolerance parts with exceptional accuracy to meet the most demanding specifications across diverse materials and industries.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
NewayのCNCプロトタイピング材料
Newayでは、スーパーロイ、チタン、アルミニウム、銅、ステンレス鋼、プラスチックなど、さまざまな材料を使用したCNCプロトタイピングサービスを提供しています。これらの材料は、航空宇宙、自動車、製造業などの業界に適した高い強度、精度、耐久性を提供します。
CNCプロトタイプ部品の表面処理
Newayは、CNCプロトタイプ部品に対する様々な表面処理を提供しており、これにはアノダイジング、コーティング、研磨、熱処理が含まれます。これらの処理は、耐久性、耐腐食性、審美性を向上させ、航空宇宙、自動車、医療業界などの高品質で長寿命の部品を提供します。
























カスタム高速CNCプロトタイピングケーススタディ
このケーススタディは、Newayのカスタム高速CNCプロトタイピングサービスを強調し、さまざまな業界のために高精度な部品を迅速に提供する能力を示しています。デザインを最適化し、リードタイムを短縮し、高品質を確保することで、クライアントに迅速な市場投入とコスト削減を提供しました。





本日新しいプロジェクトを開始しましょう
CNCプロトタイプ設計ガイドライン
CNCプロトタイプ設計ガイドラインは、材料選択、一様な壁厚、達成可能なトレランス、およびアクセス可能な機能に重点を置いています。主な原則には、鋭角コーナーを避けること、材料除去を最小限に抑えること、適切な穴設計と対称性を確保して、機械加工の効率、コスト、および部品の品質を最適化することが含まれます。