表面の完璧さ:サンドブラストがCNC部品を変える方法
はじめに
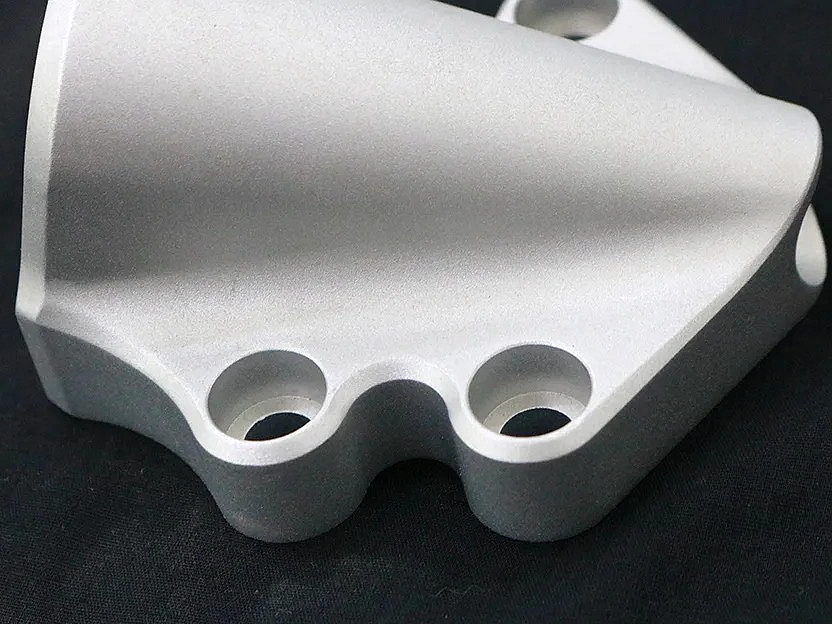
サンドブラストは、CNC加工部品に適用される機械的表面処理で、研磨材を圧縮空気で噴射して、CNC加工後の表面テクスチャを整えます。通常、表面粗さ Ra 1.2–3.2 μm を達成し、加工跡やバリ、小さな欠陥を効果的に除去します。この処理により、均一なマットまたはサテン仕上げを形成し、部品の美観が向上するとともに、コーティングの密着性や耐腐食性も向上します。
自動車、航空宇宙、医療機器、消費電子機器などの産業で広く採用されており、アルミニウム合金、ステンレス鋼、エンジニアリングプラスチックなど多様な材料を効率的に処理できます。複雑な形状や微細特徴も均一に処理できるため、塗装、陽極酸化、粉体塗装などの後工程に最適化された高品質で視覚的に魅力的な部品を製造できます。
表面仕上げの完璧化:サンドブラストによるCNC部品変革
科学的原理と産業規格
定義:
サンドブラストは、通常アルミナ、ガラスビーズ、スチールグリットなどの研磨材を圧縮空気で制御してCNC加工面に衝突させる処理です。均一な表面(Ra 1.2–3.2 μm)を形成し、汚染物を除去、さらに塗装や保護処理の前準備として表面を整えます。
適用規格:
ASTM D4417: 表面プロファイル測定の標準方法
ISO 8501-1: 塗装前の鋼基材の準備
SAE J444: 研磨粒子のサイズ規格
プロセスの機能と適用例
性能指標 | 技術パラメータ | 適用事例 |
|---|---|---|
表面の均一性 | Ra 1.2–3.2 μm の均一な表面粗さ | 医療機器筐体、精密航空宇宙部品 |
美観向上 | マットまたはサテン仕上げ | 消費電子機器、高級自動車部品 |
表面清浄 | 油分、バリ、汚染物を完全除去 | バルブ本体、産業機器、半導体部品 |
コーティング密着性 | 付着強度を50%以上向上 | 自動車用コーティング、陽極酸化航空部品 |
表面仕上げ分類
技術仕様マトリックス
サンドブラスト方法 | 主要パラメータ・指標 | 利点 | 制限事項 |
|---|---|---|---|
アルミナブラスト | Ra: 1.5–3.2 μm; 硬度: モース硬度 9 | バリ除去効果、塗装密着性良好 | 表面への埋め込みの可能性 |
ガラスビーズブラスト | Ra: 1.2–2.5 μm; 硬度: モース硬度 6 | サテン仕上げ、基材損傷なし | 重いバリには非攻撃的 |
スチールショットブラスト | Ra: 2.5–5.0 μm; 硬度: HRC 40–50 | 高強度清掃、応力緩和効果 | 繊細な部品には不適 |
プラスチックメディアブラスト | Ra: 1.0–2.0 μm; 低硬度 (モース硬度 3–4) | やさしい清掃、繊細部品に最適 | メディア耐久性が限定的 |
炭化ケイ素ブラスト | Ra: 2.0–4.0 μm; 硬度: モース硬度 9.5 | 強力な清掃、迅速な表面エッチング | 材料除去率が高い |
選定基準と最適化ガイドライン
アルミナブラスト
選定基準: 一般的な表面仕上げ、バリ除去、塗装前処理に最適。
最適化ガイドライン: 圧力 4–6 bar、粒度 #80–120 メッシュ、ノズルを均一に移動して仕上がり均一化。
ガラスビーズブラスト
選定基準: 精密部品で寸法影響を最小限に抑えつつ、滑らかでサテン調の仕上げを実現。
最適化ガイドライン: 微細ガラスビーズ #100–200 メッシュ、圧力 2–4 bar、ノズル距離 15–25 cm を維持。
スチールショットブラスト
選定基準: 集中的清掃や応力緩和が必要な頑丈な部品、特に鋼材や鋳造部品に適する。
最適化ガイドライン: 粗いスチールショット S170–S330、圧力 5–7 bar 管理、表面損傷を防ぐため定期的に確認。
プラスチックメディアブラスト
選定基準: 繊細な材料や軽量部品に推奨、表面変化を最小限に。
最適化ガイドライン: 低圧 1–3 bar、適切なプラスチックメディア(アクリルまたはメラミン系)、定期的に補充。
炭化ケイ素ブラスト
選定基準: 硬い材料の加工跡除去や積極的な表面処理に使用。
最適化ガイドライン: 圧力 4–6 bar、中粒度研磨材 #60–100 メッシュ、過度の表面侵食を防ぐため監視。
材料と仕上げの適合性チャート
基材カテゴリ | 推奨サンドブラスト方法 | 性能向上 | 産業実績データ |
|---|---|---|---|
ガラスビーズブラスト | 均一なサテン仕上げ、塗装密着性向上 | 航空宇宙部品 ASTM D4417準拠で検証 | |
アルミナブラスト | バリ除去効果、耐腐食性向上 | 医療機器 ISO 8501-1準拠 | |
プラスチックメディアブラスト | 表面汚染なくやさしい清掃 | 航空宇宙用インプラント SAE AMS2430 準拠で検証 | |
プラスチックメディアブラスト | 繊細な表面処理、低粗さ (Ra <2 μm) | 電子機器筐体 ASTM D7127準拠で検証 | |
スチールショットブラスト | 応力緩和表面、疲労耐性向上 | 産業用工具 ASTM E466準拠で検証 |
サンドブラスト工程管理:重要手順と規格
事前準備
表面脱脂: アルカリ洗浄または溶剤洗浄で油分・汚染物を除去 (ISO 8501-1)
マスキング・保護: 重要寸法やねじ部の精密マスキング (ASTM D6123準拠)
メディア選定: 粒度・硬度をSAE J444規格に従って確認
ブラスト工程管理
圧力管理: 一貫したブラスト圧力を維持 (±0.2 bar 精度)
距離管理: ノズルとワーク間距離 15–25 cm を一定に保ち、均一な仕上げを実現
メディア品質保証: 定期的に研磨材を点検・補充し、均一な品質を維持
ブラスト後の確認
表面粗さ測定: ASTM D4417に従いプロフィロメータで検証
清浄度検査: 目視および顕微鏡で汚染物がないか確認 (ISO 8501-1)
コーティング付着性試験準備: 標準化試験で付着性向上を確認 (ASTM D3359)
よくある質問(FAQ)
サンドブラストは他の表面仕上げ方法と比べてどのような利点がありますか?
サンドブラストは精密CNC部品を損傷したり変形させたりする可能性はありますか?
繊細なCNC部品にはどの研磨材が最適ですか?
サンドブラストは塗装や陽極酸化などの後工程の付着性をどのように向上させますか?
サンドブラストはプラスチックや非金属部品を含むすべてのCNC材料に適していますか?
