日本語
精密オンラインステンレス鋼CNC加工サービス
当社の精密オンラインステンレス鋼CNC加工サービスは、厳密な公差を持つ高品質なカスタム部品を提供します。高度なCNC技術を活用し、幅広い業界に対して正確かつ効率的なソリューションを実現し、耐久性、性能、納期遵守を保証します。
無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
ステンレス鋼CNC加工について知る
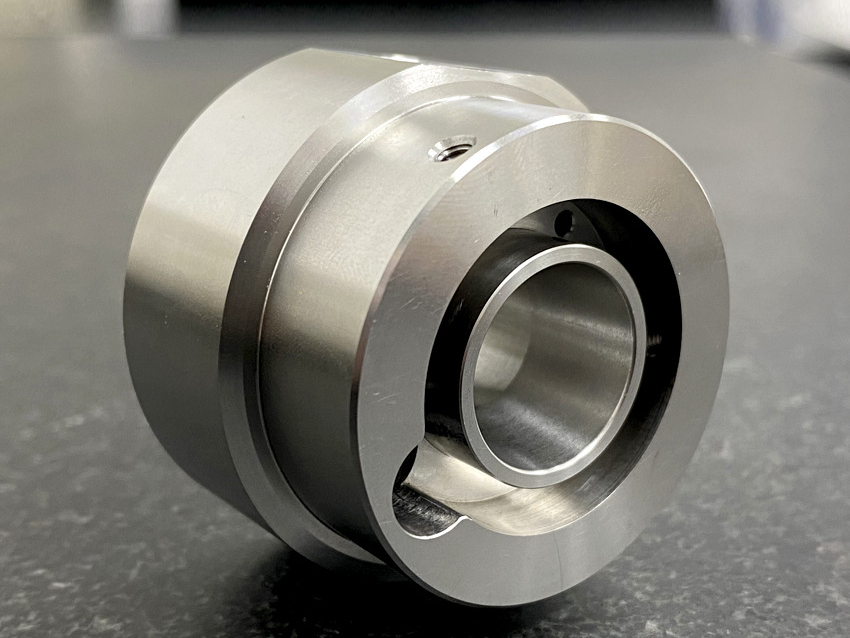
ステンレス鋼CNC加工は、高度なCNC技術を用いてステンレス鋼部品を正確に切断、成形、仕上げすることを指します。高い強度、耐食性、耐久性を持ち、強く信頼性の高い精密な金属部品を必要とする産業に最適です。

CNC加工で一般的に使用されるステンレス鋼
CNC加工で一般的に使用されるステンレス鋼のグレードには、SUS201、SUS303、SUS304、SUS316、SUS316L、SUS420、SUS430、SUS431、SUS440C、SUS440A、SUS630(17-4PH)、SUS304L、SUS309、SUS310、SUS317、SUS321、SUS410、SUS904L、SUS2205などがあります。これらの材料は優れた耐食性、高強度、耐久性を備えており、航空宇宙、自動車、医療、食品加工などの産業に最適です。
ステンレス鋼CNC加工部品の表面処理
ステンレス鋼CNC加工部品の表面処理は耐久性、耐食性、美観を向上させます。一般的な処理には、パッシベーション、電気めっき、陽極酸化、研磨があります。これらの工程は材料の性能を向上させ、過酷な環境や高精度用途に適した部品を実現します。
カスタムステンレス鋼CNC加工部品
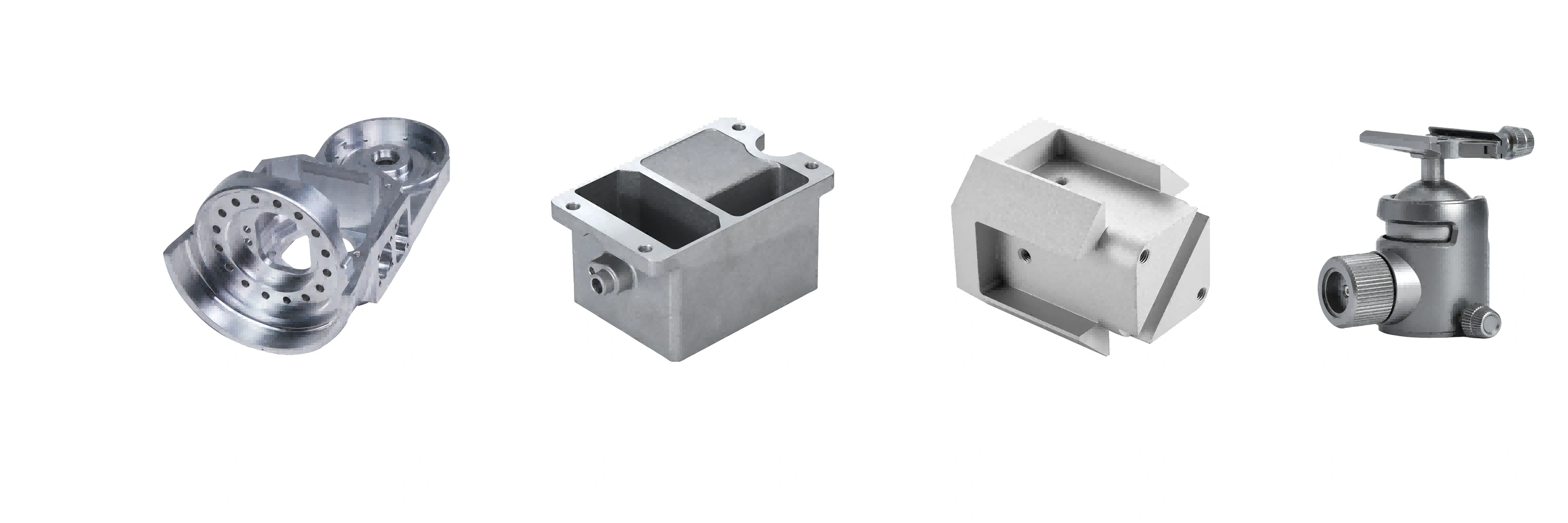
カスタムステンレス鋼CNC加工部品は、特定の設計と用途に合わせて作られ、高い精度と耐久性を提供します。先進のCNC技術を使用し、航空宇宙、自動車、医療、製造などの業界に最適な性能と信頼性を確保します。








本日新しいプロジェクトを開始しましょう
ステンレス鋼の機械加工の提案
ステンレス鋼の機械加工は、公差、部品サイズ、生産量、リードタイムの最適化に焦点を当てています。主な考慮点は、精密公差、最小壁厚、適切な工具であり、航空宇宙、自動車、医療などの産業向けに高品質でコスト効率の良い生産を確保します。
ステンレス鋼CNC加工のパラメーター提案
ステンレス鋼CNC加工のパラメーター提案は、スピンドルパワー、切削深さ、送り速度、工具材料の最適化に焦点を当てています。これらのパラメーターは、複雑なステンレス鋼部品での安定した性能と工具摩耗の低減に不可欠です。