日本語
カスタムオンライン炭素鋼CNC加工サービス
当社のカスタムオンライン炭素鋼CNC加工サービスは、お客様の仕様に合わせた炭素鋼部品の精密加工を提供します。自動車、航空宇宙、製造業向けに高品質で効率的な生産を、迅速な納期と競争力のある価格で実現します。

無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
炭素鋼CNC加工について知る
炭素鋼CNC加工は、炭素鋼部品の精密な切削、成形、仕上げを含みます。優れた強度と汎用性により、幅広い用途に適しています。高品質かつコスト効率の高い結果を得るには、適切な加工パラメータと工具が不可欠です。

代表的なCNC加工用炭素鋼
代表的なCNC加工用炭素鋼には、1018、1020、1025、1040、1060、1045、1215、4130、4140、4340、5140、A36、12L14、ダイス鋼、合金鋼、チゼル工具鋼、ばね鋼、高速度鋼、冷間圧延鋼、ベアリング鋼、SPCC鋼などがあります。これらの鋼種は強度、硬度、加工性のバランスが良く、自動車部品、構造部品、工具用途など幅広い用途に適しています。
炭素鋼CNC加工部品の表面処理
炭素鋼CNC加工部品の表面処理は耐久性と性能を向上させます。一般的な方法にはコーティング、熱処理、亜鉛メッキ、陽極酸化があり、これらは耐食性、耐摩耗性、表面硬度を改善し、様々な用途での長寿命と優れた機能性を確保します。

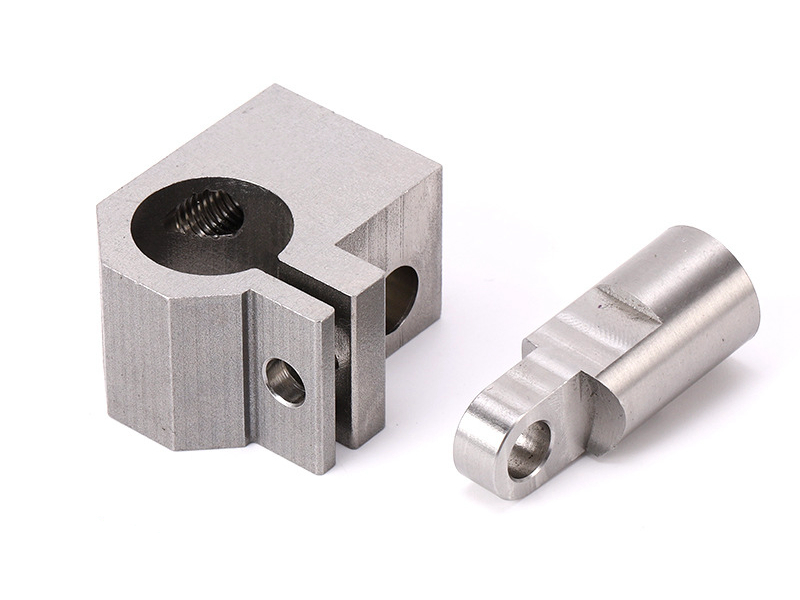
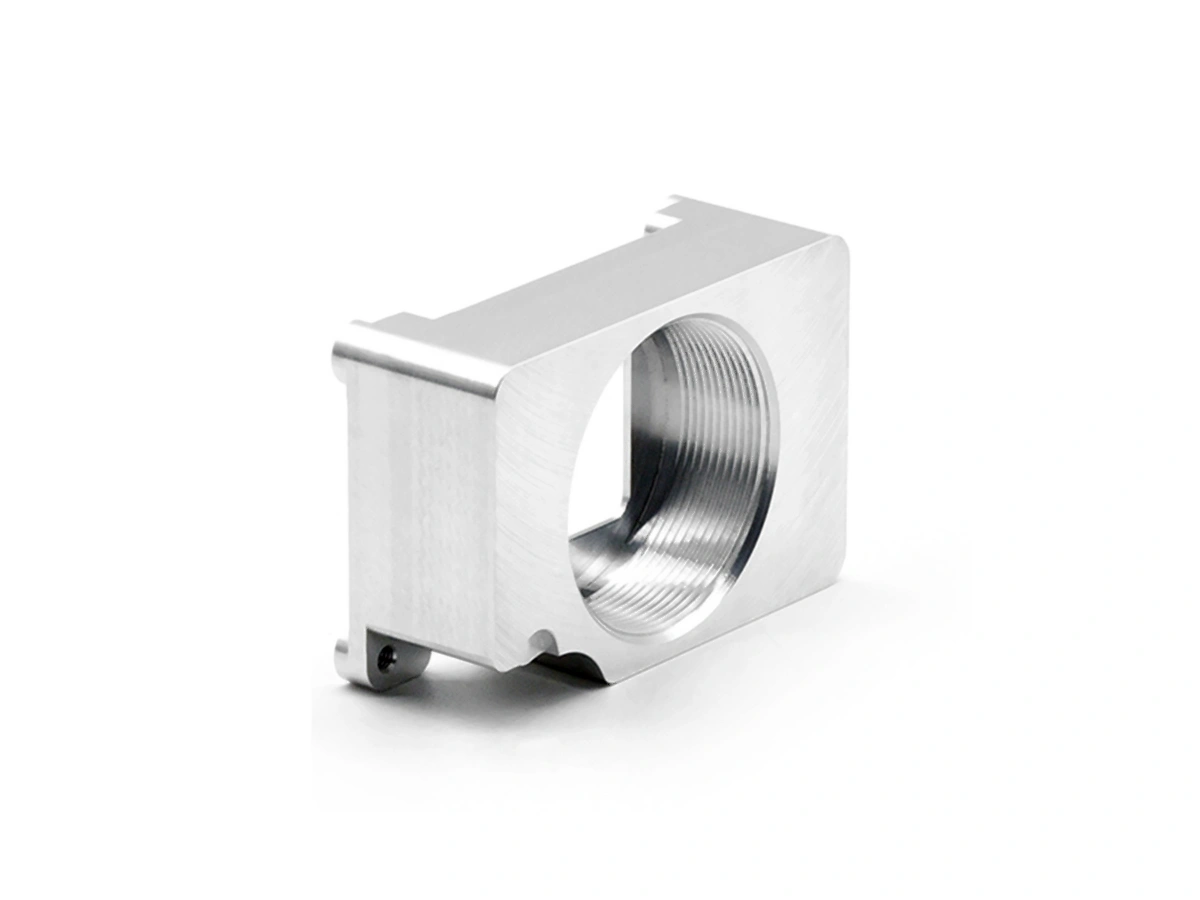
炭素鋼CNC加工部品ギャラリー
炭素鋼CNC加工部品ギャラリーでは、さまざまな炭素鋼グレードから製造された精密部品の幅広いラインアップを紹介しています。これらの部品は自動車、建設、機械業界などで使用され、炭素鋼材料の多様性、強度、耐久性を示しています。







本日新しいプロジェクトを開始しましょう
炭素鋼CNC加工のパラメーター提案
スーパーアロイCNC加工は効率と品質のために最適化されたパラメーターが必要です。主な要素には制御されたスピンドルパワー、中程度の送り速度、浅い切り込み、高圧クーラントが含まれます。適切な工具選択、コーティング、機械の剛性が精度を確保し、摩耗を減らし、部品性能を向上させます。
炭素鋼CNC加工に関する提案
炭素鋼CNC加工では、スピンドル速度、切削深さ、工具選択などのパラメーターを慎重に考慮する必要があります。適切な計画により、材料除去率、表面仕上げ、工具寿命を最適化し、欠陥を最小化し、低量産および高量産の両方で部品精度を向上させます。