日本語
オンライン迅速成形試作サービス
オンライン迅速成形試作サービスでは、迅速な真空鋳造、プラスチック射出成形、金属射出成形、セラミック射出成形により、迅速かつコスト効果の高いソリューションを提供します。様々な産業向けに高品質な試作品を提供し、迅速な納期と高い精度を保証します。

無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
迅速成形サービスの範囲
迅速成形サービスの範囲には、迅速な真空鋳造、プラスチック射出成形、金属射出成形、セラミック射出成形が含まれます。迅速かつ正確な試作品と生産部品を提供し、幅広い産業および用途に対して高品質な結果を保証します。
迅速真空鋳造サービスは耐久性のあるシリコン型を使用し、試作および少量生産向けに10日以内で高品質な試作品を提供します。

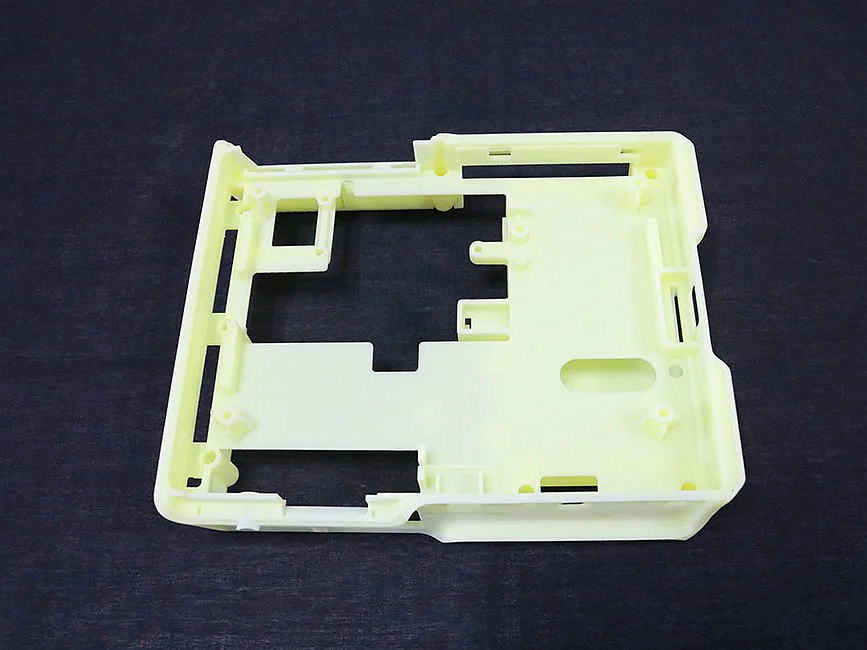
プラスチック射出成形サービスは、迅速な納期で精密かつ高品質な試作品と生産部品を提供し、中量生産に適したコスト効率を実現します。
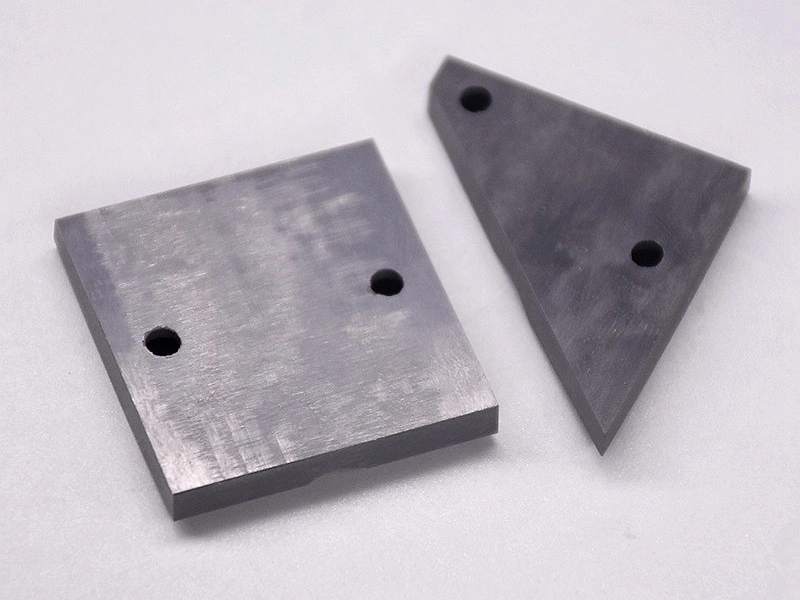
金属射出成形サービスは、高精度で複雑な高強度金属部品を小~中規模の生産ロットで20日以内に提供します。

セラミック射出成形サービスは、高度なエンジニアリング用途に適した複雑で高性能なセラミック部品を20日以内に高精度で製造します。
セラミック射出成形サービスは、高度なエンジニアリング用途に適した複雑で高性能なセラミック部品を20日以内に高精度で製造します。
迅速真空鋳造サービスは耐久性のあるシリコン型を使用し、試作および少量生産向けに10日以内で高品質な試作品を提供します。
プラスチック射出成形サービスは、迅速な納期で精密かつ高品質な試作品と生産部品を提供し、中量生産に適したコスト効率を実現します。
金属射出成形サービスは、高精度で複雑な高強度金属部品を小~中規模の生産ロットで20日以内に提供します。
セラミック射出成形サービスは、高度なエンジニアリング用途に適した複雑で高性能なセラミック部品を20日以内に高精度で製造します。
迅速真空鋳造サービスは耐久性のあるシリコン型を使用し、試作および少量生産向けに10日以内で高品質な試作品を提供します。
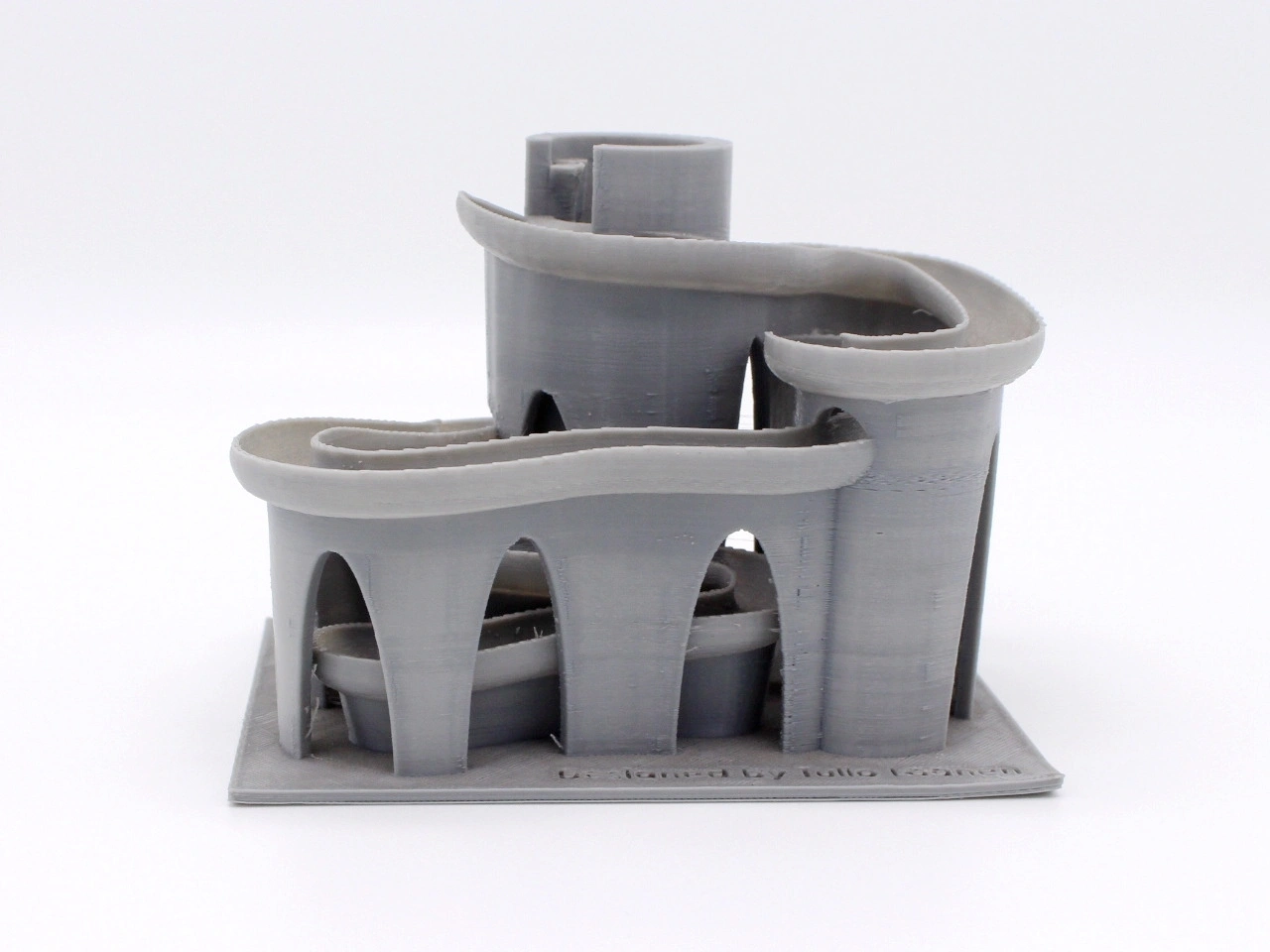
代表的な3Dプリント材料
CNC加工でよく使用されるアルミニウム合金には6061、7075、2024、5052などがあり、高強度、耐食性、加工性などの特性を備えています。これらは航空宇宙、自動車、海洋、構造用途で使用されます。
迅速成形部品の表面処理
Newayは迅速成形部品のための高度な表面処理を提供しています。これには迅速な真空鋳造、プラスチック射出成形、金属射出成形、セラミック射出成形が含まれます。当社のサービスは耐久性、仕上げ品質、性能を向上させ、様々な用途に対し精度と信頼性を保証します。
























カスタム迅速成形部品の事例研究
当社のカスタム迅速成形部品の事例研究では、迅速な真空鋳造、プラスチック射出成形、金属射出成形、セラミック射出成形を用いた成功事例を紹介しています。顧客のニーズに合わせて正確で高品質な部品を提供し、生産速度とコスト効率を最適化しています。








本日新しいプロジェクトを開始しましょう
迅速成形部品に関する提案
最適な迅速成形部品のために、1〜3度のドラフト角、最小穴径0.8mm、厳密な公差管理(±0.1mm)、均一な壁厚、適切な半径、部品の性能や用途に応じた材料選択を検討してください。