Deutsch
Maßgeschneiderter CNC-Teile-Bearbeitungsservice
Unser CNC-Präzisionsfrässervice auf Abruf ist darauf ausgelegt, die höchsten Anforderungen von Branchen zu erfüllen, die hochwertige, zuverlässige und effiziente Lösungen für die CNC-Fräsbearbeitung von Superlegierungen, Keramik, Edelstahl, Aluminium und Titan benötigen.
- Schnelles CNC-Prototyping
- Kleinserien CNC-Bearbeitungsservice
- CNC-Bearbeitung für Serienproduktion
- One-Stop CNC-Bearbeitungsservice
Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
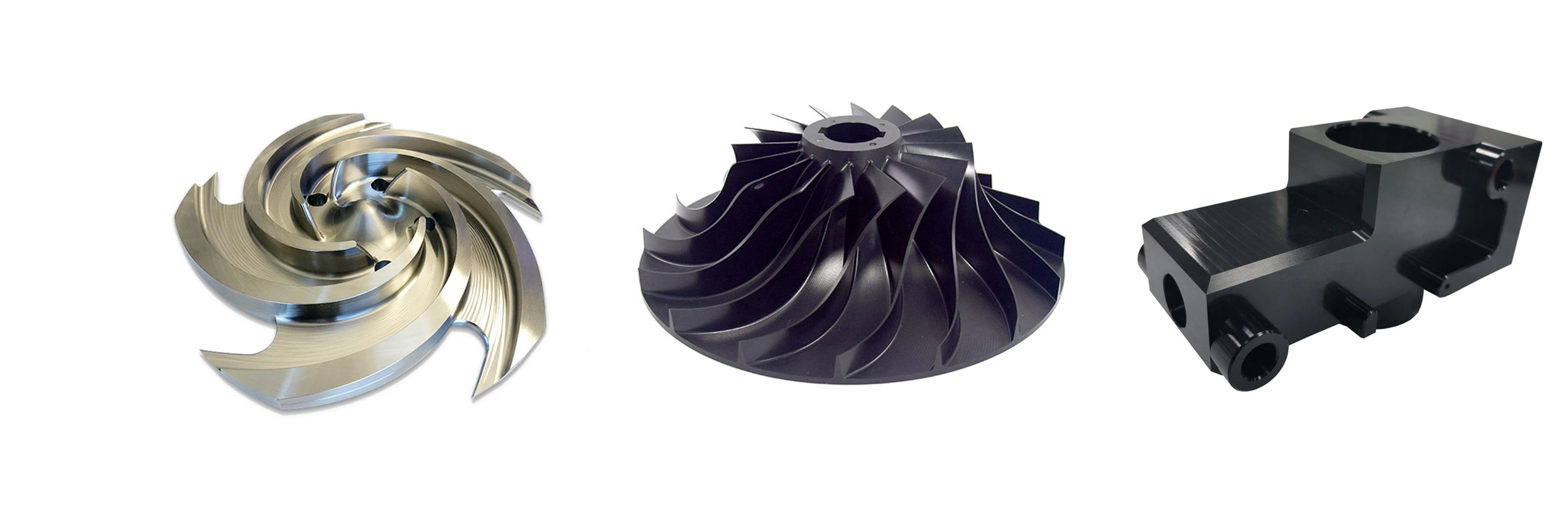
Fertigung von maßgeschneiderten CNC-Bauteilen
Wir bieten Fräs-, Dreh- und Mehrachsen-CNC-Präzisionsbearbeitungsdienste an. Unsere ausgereiften Verfahren decken fortschrittliche Materialien ab, darunter Hochtemperaturlegierungen, Eisenwerkstoffe, Kunststoffe, Keramik usw. Außerdem bieten wir mit geprüften Partnern One-Stop-Services wie Oberflächenbehandlungen an.

Unser EDM-Service schneidet präzise komplexe Formen, Unterschnitte, Hochtemperaturlegierungen und andere schwer bearbeitbare Materialien mit maximaler Toleranz +/-0,005 mm.

Unser CNC-Bearbeitungsservice liefert hochpräzise kundenspezifische Teile aus Superlegierungen, Metallen, Kunststoffen und Keramik mit Rapid Prototyping und Fertigung auf Abruf.

Wir bieten einen On-Demand CNC-Frässervice mit hoher Präzision (+/-0,001 Zoll) für komplexe Teile, unter Einsatz von 3-, 4- und 5-Achsen-Technologie.

Unser maßgeschneiderter CNC-Drehservice liefert präzise zylindrische Teile mit engen Toleranzen, ideal für Superlegierungen, Metalle, Kunststoffe, Keramik und Hochleistungsmaterialien.

Unser CNC-Tieflochbohrservice bietet präzise Bohrungen mit engen Toleranzen für verschiedene Materialien und Anwendungen. Maximales Längen-Durchmesser-Verhältnis: 100:1.

Unser CNC-Ausbohrservice ermöglicht präzise Bohrungsvergrößerung und -veredelung für große und komplexe Teile, inklusive Innenverzahnung und Innennutbearbeitung.

Der CNC-Schleifservice gewährleistet ultra-präzise Oberflächen und enge Toleranzen für komplexe Formen und liefert hochwertige Ergebnisse bei Keramik, Metallen und Superlegierungen.

Unser Mehrachsenbearbeitungsservice nutzt 4- und 5-Achsen-CNC-Maschinen zur Herstellung komplexer, hochpräziser Teile mit aufwendigen Geometrien und engen Toleranzen.

Unser Präzisionsbearbeitungsservice liefert eng tolerierte Teile mit außergewöhnlicher Genauigkeit, um anspruchsvollste Spezifikationen in verschiedenen Materialien und Branchen zu erfüllen.
Unser EDM-Service schneidet präzise komplexe Formen, Unterschnitte, Hochtemperaturlegierungen und andere schwer bearbeitbare Materialien mit maximaler Toleranz +/-0,005 mm.
Unser CNC-Bearbeitungsservice liefert hochpräzise kundenspezifische Teile aus Superlegierungen, Metallen, Kunststoffen und Keramik mit Rapid Prototyping und Fertigung auf Abruf.
Wir bieten einen On-Demand CNC-Frässervice mit hoher Präzision (+/-0,001 Zoll) für komplexe Teile, unter Einsatz von 3-, 4- und 5-Achsen-Technologie.
Unser maßgeschneiderter CNC-Drehservice liefert präzise zylindrische Teile mit engen Toleranzen, ideal für Superlegierungen, Metalle, Kunststoffe, Keramik und Hochleistungsmaterialien.
Unser CNC-Tieflochbohrservice bietet präzise Bohrungen mit engen Toleranzen für verschiedene Materialien und Anwendungen. Maximales Längen-Durchmesser-Verhältnis: 100:1.
Unser EDM-Service schneidet präzise komplexe Formen, Unterschnitte, Hochtemperaturlegierungen und andere schwer bearbeitbare Materialien mit maximaler Toleranz +/-0,005 mm.
Unser CNC-Bearbeitungsservice liefert hochpräzise kundenspezifische Teile aus Superlegierungen, Metallen, Kunststoffen und Keramik mit Rapid Prototyping und Fertigung auf Abruf.
Wir bieten einen On-Demand CNC-Frässervice mit hoher Präzision (+/-0,001 Zoll) für komplexe Teile, unter Einsatz von 3-, 4- und 5-Achsen-Technologie.
Unser maßgeschneiderter CNC-Drehservice liefert präzise zylindrische Teile mit engen Toleranzen, ideal für Superlegierungen, Metalle, Kunststoffe, Keramik und Hochleistungsmaterialien.
Unser CNC-Tieflochbohrservice bietet präzise Bohrungen mit engen Toleranzen für verschiedene Materialien und Anwendungen. Maximales Längen-Durchmesser-Verhältnis: 100:1.
Unser CNC-Ausbohrservice ermöglicht präzise Bohrungsvergrößerung und -veredelung für große und komplexe Teile, inklusive Innenverzahnung und Innennutbearbeitung.
Der CNC-Schleifservice gewährleistet ultra-präzise Oberflächen und enge Toleranzen für komplexe Formen und liefert hochwertige Ergebnisse bei Keramik, Metallen und Superlegierungen.
Unser Mehrachsenbearbeitungsservice nutzt 4- und 5-Achsen-CNC-Maschinen zur Herstellung komplexer, hochpräziser Teile mit aufwendigen Geometrien und engen Toleranzen.
Unser Präzisionsbearbeitungsservice liefert eng tolerierte Teile mit außergewöhnlicher Genauigkeit, um anspruchsvollste Spezifikationen in verschiedenen Materialien und Branchen zu erfüllen.
Unser EDM-Service schneidet präzise komplexe Formen, Unterschnitte, Hochtemperaturlegierungen und andere schwer bearbeitbare Materialien mit maximaler Toleranz +/-0,005 mm.
Unser CNC-Bearbeitungsservice liefert hochpräzise kundenspezifische Teile aus Superlegierungen, Metallen, Kunststoffen und Keramik mit Rapid Prototyping und Fertigung auf Abruf.
Materialien für die CNC-Bearbeitung
Wir bearbeiten Hochtemperaturlegierungen wie Inconel, Titanlegierungen usw., Eisenlegierungen wie Edelstahl, Baustahl usw., Kunststoffe wie ABS, PC, POM, PEEK usw. sowie Keramiken wie Aluminiumoxid, Zirkonoxid usw. Hauptsächlich verarbeiten wir Strukturteile aus Hochtemperaturlegierungen für Luft- und Raumfahrt, Gasturbinen und Präzisionsteile für die Medizinindustrie.

Anwendungsgebiete von CNC-gefertigten Teilen
CNC-gefertigte Teile werden branchenübergreifend wegen ihrer Präzision, Langlebigkeit und Vielseitigkeit eingesetzt. Sie bestehen aus Superlegierungen, Titan, Aluminium, Edelstahl und Kunststoffen und finden Anwendung in Hochleistungssektoren wie Luft- und Raumfahrt, Automobilbau, Medizintechnik, Energieerzeugung und Robotik. CNC-Bearbeitung ermöglicht komplexe Geometrien, enge Toleranzen und effiziente Produktion. Ideal für Motorenteile, Strukturelemente, medizinische Instrumente und Industrieanlagen mit hoher Genauigkeit und Wiederholbarkeit.

Oberflächenbehandlung für CNC-gefertigte Teile
Oberflächenbehandlungen für CNC-gefertigte Teile verbessern Haltbarkeit, Leistung und Ästhetik durch Modifikation der Materialoberfläche. Standardverfahren sind Anodisieren, Galvanisieren, Beschichten, Polieren und Strahlen. Diese Verfahren erhöhen Korrosionsbeständigkeit, Verschleißfestigkeit und Oberflächenhärte. Zum Beispiel steigert das Anodisieren von Aluminium den Korrosionsschutz, während Strahlen die Ermüdungsfestigkeit erhöht. Oberflächenbehandlungen sind essenziell für Branchen wie Luftfahrt, Automobil und Medizintechnik, in denen Bauteillebensdauer und Zuverlässigkeit unter rauen Bedingungen entscheidend sind.

Erfahren Sie mehr
Thermobeschichtung

Erfahren Sie mehr
Unbehandelte Oberfläche

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physical Vapor Deposition)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivierung

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxid

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Schutzbeschichtung (TBC)

Erfahren Sie mehr
Kugelstrahlen

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatierung

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung
Fallstudien zu CNC-Bearbeitungskomponenten
Entdecken Sie unsere Fallstudien zur CNC-Bearbeitung, die präzise Fertigung für Branchen wie Luftfahrt, Automobil, Medizin und mehr zeigen. Erfahren Sie, wie wir hochwertige, maßgeschneiderte CNC-gefertigte Teile aus Materialien wie Inconel, Titan, Aluminium und weiteren liefern.






Starten Sie noch heute ein neues Projekt
CNC-Bearbeitungstoleranzen
CNC-Bearbeitungstoleranz bezeichnet die zulässige Abweichung von Bauteilmaßen während des Bearbeitungsprozesses. Enge Toleranzen gewährleisten hohe Präzision, entscheidend für Komponenten mit exakter Passung und Funktion, insbesondere in Luftfahrt, Automobil und Medizintechnik.
Design-Empfehlungen für CNC-Bearbeitung
Design-Empfehlungen für CNC-Bearbeitung konzentrieren sich auf die Optimierung von Teilen für effiziente Produktion. Wichtige Punkte sind abgerundete Ecken, angemessene Bohrungstiefen im Verhältnis zum Durchmesser, Minimierung enger Toleranzen, Werkzeugzugänglichkeit, Vereinfachung der Formen sowie Berücksichtigung von Gewicht und Größe. Diese Strategien reduzieren Bearbeitungszeit, Kosten und Komplexität.
Frequently Asked Questions
Verwandte Blogs erkunden



Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.