Deutsch
Kundenspezifische Fertigungslösungen
Herstellungsservice für Industrieteile
Neway bietet die Herstellung von Industrieteilen mit CNC-Bearbeitung, 3D-Druck, Vakuumgießen, Druckgießen und Spritzgießen an. Wir liefern langlebige, hochpräzise Komponenten, die den anspruchsvollen Anforderungen industrieller Anwendungen gerecht werden.
Bearbeitung von Industrieteilen
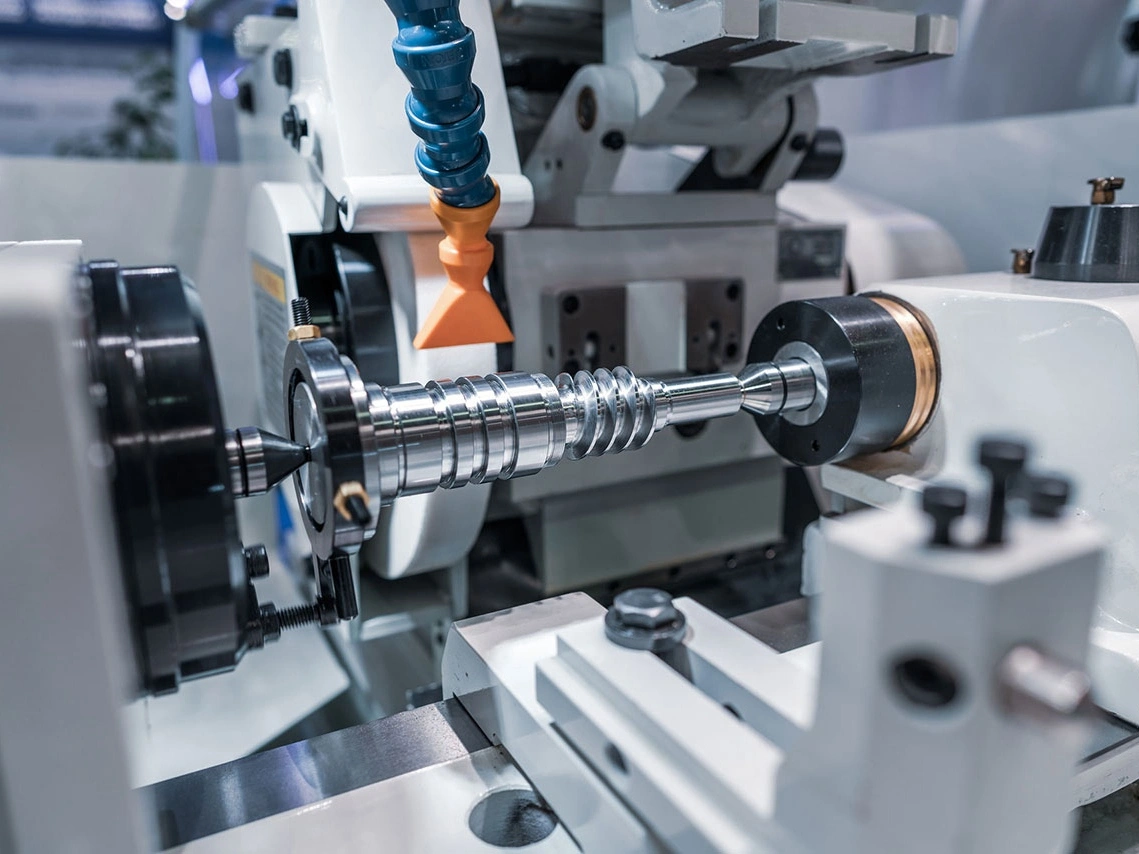
Die Bearbeitung von Industrieteilen umfasst präzise Herstellungsverfahren wie CNC-Fräsen, Drehen, Bohren, Ausbohren, Schleifen und Funkenerosion, um hochwertige Komponenten zu fertigen. Durch den Einsatz von Mehrachsen- und Präzisionsbearbeitungstechniken gewährleisten diese Dienstleistungen die Herstellung komplexer und präziser Teile für Industrieanlagen. Das Ergebnis sind langlebige, zuverlässige Bauteile, die für Leistung und Langlebigkeit in anspruchsvollen Anwendungen optimiert sind.
Materialauswahl für Industrieteile
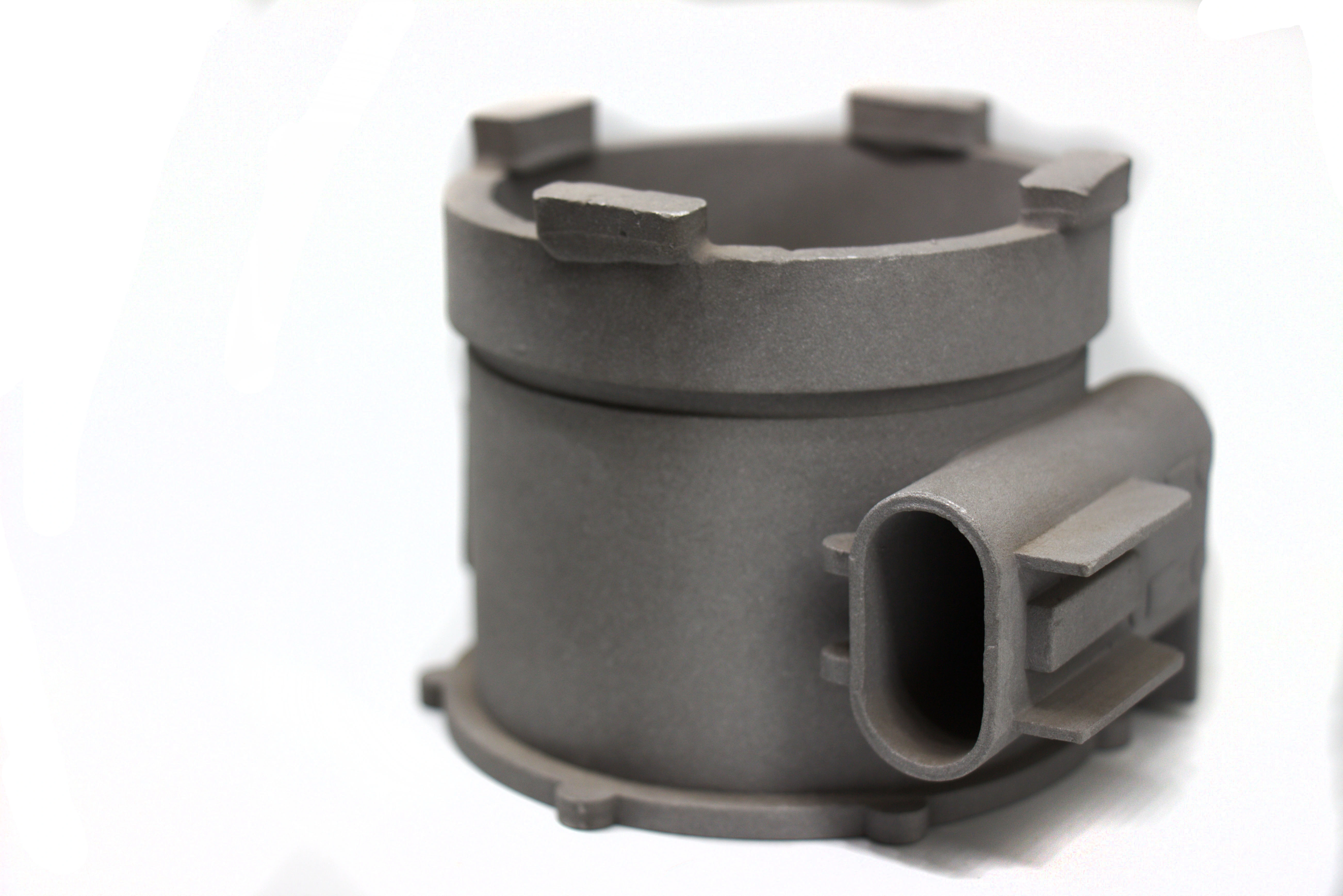
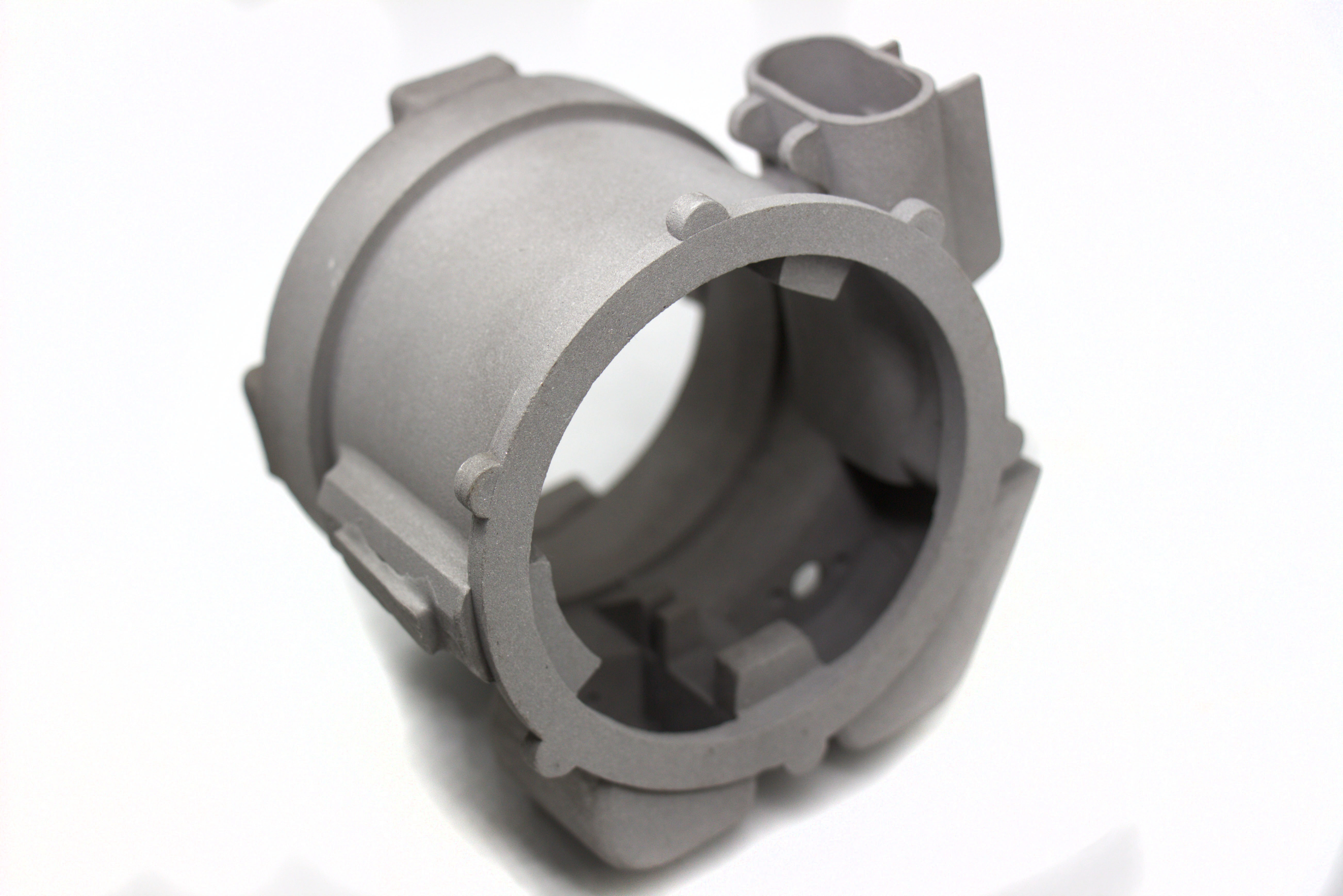
Die Herstellung von Industrieteilen erfordert langlebige Materialien, die hohen Belastungen und rauen Umgebungen standhalten. Wichtige Materialien sind Superlegierungen für Hochtemperaturbeständigkeit, Titan für das Verhältnis von Festigkeit zu Gewicht, Edelstahl für Korrosionsbeständigkeit, Aluminium für leichte Bauteile und Kunststoffe für nicht tragende, isolierende oder dichte Anwendungen.
Typische Oberflächenbehandlung für Industrieteile
Typische Oberflächenbehandlungen für Industrieteile umfassen Prozesse wie Eloxieren, Galvanisieren, Pulverbeschichtung und PVD zur Verbesserung der Haltbarkeit, Korrosionsbeständigkeit und des ästhetischen Erscheinungsbilds. Methoden wie Sandstrahlen, Passivieren und Polieren verbessern die Oberflächenqualität, während Wärmebehandlungen und Wärmeschutzbeschichtungen thermische Stabilität bieten. Diese Behandlungen gewährleisten eine effiziente Leistung der Teile unter anspruchsvollen industriellen Bedingungen.

Erfahren Sie mehr
Wärmebeschichtung

Erfahren Sie mehr
Wie bearbeitet

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physikalische Dampfabscheidung)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivieren

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxid

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Schutzbeschichtung (TBC)

Erfahren Sie mehr
Rundpolieren

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatierung

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinkung

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung
CNC-gefertigte Industrieteile
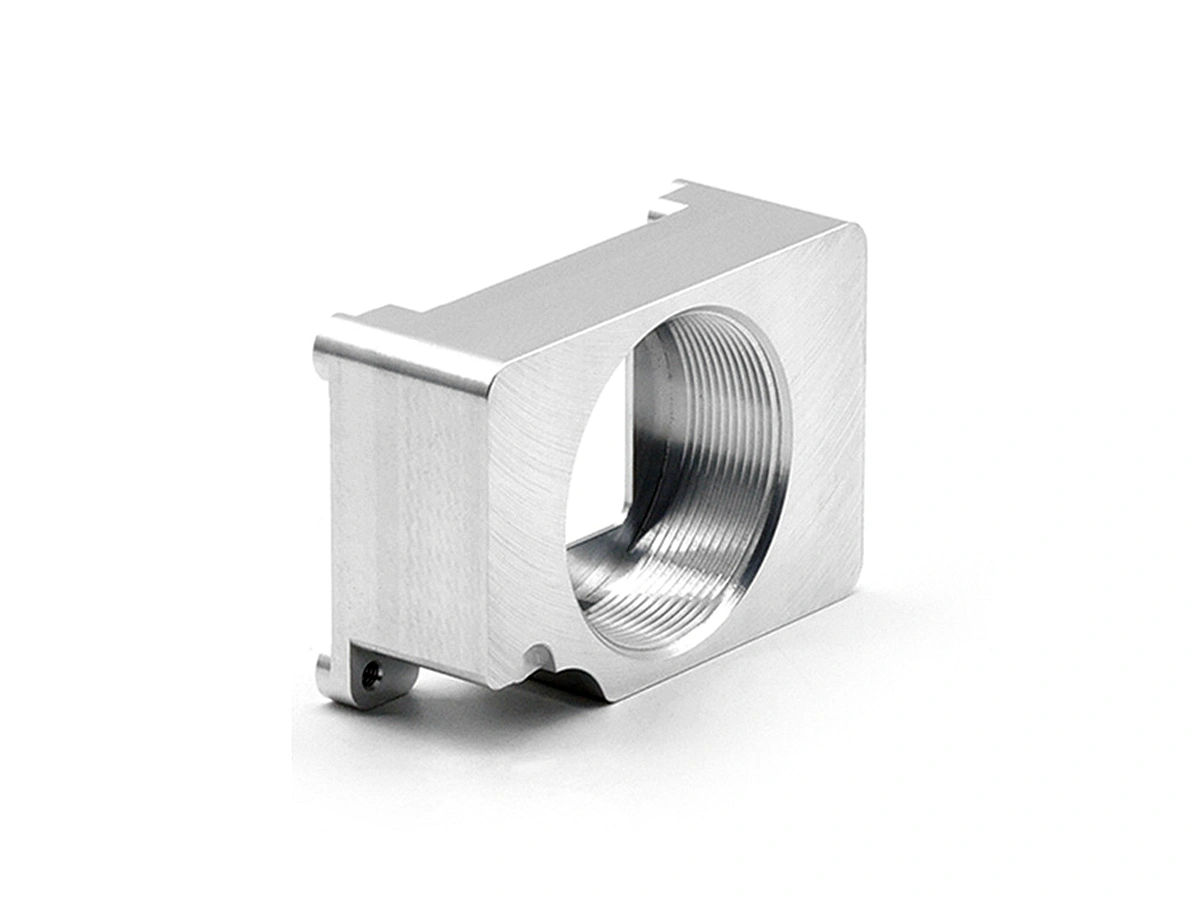
Industrieteile profitieren von CNC-Bearbeitung bei der Herstellung von Komponenten wie Pumpen, Ventilen und Kompressoren, die hochfeste, präzisionsgefertigte Bauteile für einen reibungslosen Betrieb und Langlebigkeit gewährleisten.







Starten Sie noch heute ein neues Projekt
Leitfaden für das Design von Industrieteilen
Industrieteile erfordern Designstrategien, die hohe strukturelle Integrität, Fertigungspräzision, Wartungsfreundlichkeit und Compliance sicherstellen. Dieser Leitfaden beschreibt bewährte Verfahren für hochbelastbare, präzisionsgefertigte und einsatzbereite Komponenten.
Herstellungsüberlegungen für kundenspezifische Industrieteile
Die präzise Fertigung kundenspezifischer Industrieteile erfordert robuste Materialien, Prozessstabilität, enge Toleranzen und globale Compliance. Dieser Leitfaden beschreibt ingenieurtechnisch gesteuerte Produktionsprinzipien für skalierbare, leistungsstarke Teile.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.