Oberflächenperfektion: Wie Sandstrahlen CNC-Bauteile verwandelt
Einführung
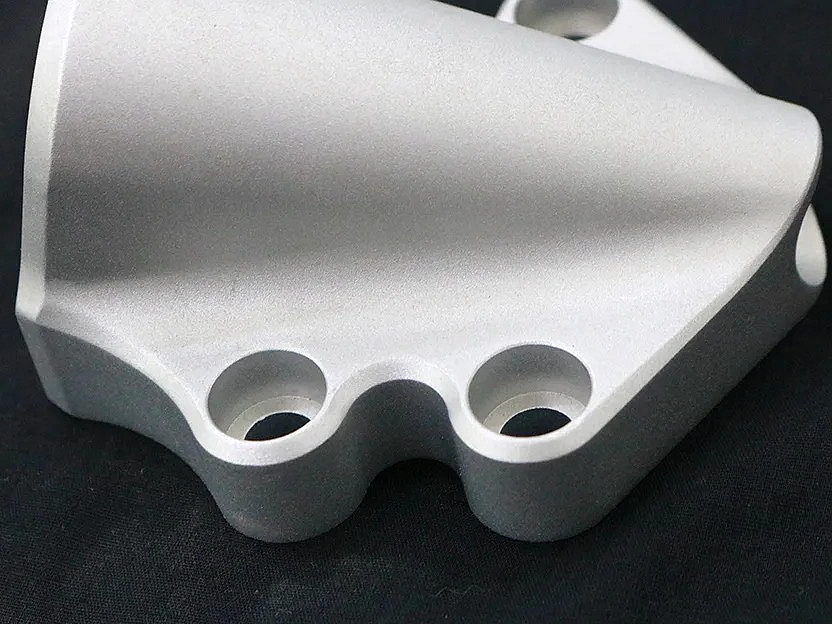
Sandstrahlen ist eine mechanische Oberflächenbehandlung, die auf CNC-bearbeitete Komponenten angewendet wird, wobei abrasives Material durch Druckluft auf die Oberfläche geschossen wird, um die Oberflächenstruktur nach Prozessen wie CNC-Bearbeitung zu verfeinern. Typischerweise wird eine Oberflächenrauheit von Ra 1,2–3,2 μm erreicht. Sandstrahlen entfernt effektiv Bearbeitungsspuren, Grate und kleinere Defekte. Diese Behandlung verbessert die Ästhetik der Komponenten erheblich, indem gleichmäßige matte oder satinierte Oberflächen geschaffen werden, und bereitet gleichzeitig die Oberfläche für eine verbesserte Beschichtungshaftung und Korrosionsbeständigkeit vor.
Weit verbreitet in den Branchen Automobil, Luft- und Raumfahrt, Medizintechnik und Unterhaltungselektronik, behandelt das Sandstrahlen effizient verschiedene Materialien, einschließlich Aluminiumlegierungen, Edelstahl und technische Kunststoffe. Es ermöglicht die gleichmäßige Bearbeitung komplexer Geometrien und feiner Strukturen, sodass Hersteller optisch ansprechende, hochwertige Komponenten produzieren können, die für nachfolgende Oberflächenbehandlungen wie Lackieren, Eloxieren oder Pulverbeschichten optimiert sind.
Perfekte Oberflächen: Wie Sandstrahlen CNC-bearbeitete Teile transformiert
Wissenschaftliche Grundlagen & Industriestandards
Definition:
Beim Sandstrahlen wird abrasives Material, typischerweise Aluminiumoxid, Glasperlen oder Stahlkies, durch Druckluft kontrolliert auf CNC-bearbeitete Oberflächen geschossen. Es erzeugt gleichmäßige Texturen (Ra 1,2–3,2 μm), entfernt Verunreinigungen und bereitet die Oberflächen für weitere Finish- oder Schutzbehandlungen vor.
Geltende Normen:
ASTM D4417: Standardmethoden zur Messung von Oberflächenprofilen
ISO 8501-1: Vorbereitung von Stahlsubstraten vor Beschichtungen
SAE J444: Standard zur Kornkorngröße abrasiver Medien
Prozessfunktion und Anwendungsfälle
Leistungsdimension | Technische Parameter | Anwendungsfälle |
|---|---|---|
Oberflächenuniformität | Gleichmäßige Ra 1,2–3,2 μm Oberflächenrauheit | Gehäuse medizinischer Geräte, präzise Luftfahrtkomponenten |
Ästhetische Verbesserung | Matte oder satinierte Oberflächen | Konsumgüter, Luxus-Autoteile |
Oberflächenreinigung | Vollständige Entfernung von Ölen, Graten und Verunreinigungen | Ventilkörper, Industrieanlagen, Halbleiterteile |
Beschichtungshaftung | Verbesserte Haftfestigkeit um >50% | Fahrzeuglackierungen, eloxierte Luftfahrteile |
Oberflächenfinish-Klassifikation
Technische Spezifikationsmatrix
Sandstrahlmethode | Schlüsselparameter & Metriken | Vorteile | Beschränkungen |
|---|---|---|---|
Aluminiumoxid-Strahlen | Ra: 1,5–3,2 μm; Härte: 9 Mohs | Effektives Entgraten, exzellente Lackhaftung | Mögliche Oberflächenverkapselung |
Glasperlen-Strahlen | Ra: 1,2–2,5 μm; Härte: 6 Mohs | Satin-Finish, keine Substratschäden | Weniger aggressiv bei starken Graten |
Stahlkugel-Strahlen | Ra: 2,5–5,0 μm; Härte: 40–50 HRC | Intensive Reinigung, Spannungsabbau-Effekt | Nicht geeignet für empfindliche Komponenten |
Kunststoff-Medien-Strahlen | Ra: 1,0–2,0 μm; Niedrige Härte (3–4 Mohs) | Schonende Reinigung, ideal für empfindliche Teile | Begrenzte Haltbarkeit des Mediums |
Siliziumkarbid-Strahlen | Ra: 2,0–4,0 μm; Härte: 9,5 Mohs | Aggressive Reinigung, schnelle Oberflächenätzung | Hohe Materialabtragsrate |
Auswahlkriterien & Optimierungsrichtlinien
Aluminiumoxid-Strahlen
Auswahlkriterien: Bevorzugt für allgemeine Oberflächenbearbeitung, effektives Entgraten und exzellente Beschichtungsvorbereitung.
Optimierungsrichtlinien: Druck kontrollieren (4–6 bar), Korngröße wählen (#80–120 Mesh) und gleichmäßige Düsenbewegung für Einheitlichkeit sicherstellen.
Glasperlen-Strahlen
Auswahlkriterien: Ideal für glatte, satinartige Oberflächen auf Präzisionsteilen bei minimalem Maßhaltigkeitseinfluss.
Optimierungsrichtlinien: Feine Glasperlen verwenden (#100–200 Mesh), moderate Drücke einhalten (2–4 bar), konstante Strahldistanz (15–25 cm) sicherstellen.
Stahlkugel-Strahlen
Auswahlkriterien: Geeignet für robuste Teile, die intensive Reinigung und Spannungsabbau erfordern, insbesondere Stahl- und Gusskomponenten.
Optimierungsrichtlinien: Grobe Stahlkugeln verwenden (S170–S330), Drücke sorgfältig steuern (5–7 bar) und Oberflächenintegrität regelmäßig überwachen.
Kunststoff-Medien-Strahlen
Auswahlkriterien: Empfohlen für empfindliche Materialien und leichte Komponenten, minimaler Oberflächenabtrag.
Optimierungsrichtlinien: Niedriger Druck (1–3 bar), geeignete Kunststoffmedien (Acryl- oder Melamin-basiert) wählen und Medien regelmäßig erneuern.
Siliziumkarbid-Strahlen
Auswahlkriterien: Für aggressive Oberflächenbearbeitung und schnelle Entfernung von Bearbeitungsspuren auf harten Materialien.
Optimierungsrichtlinien: Strahldruck (4–6 bar) einstellen, mittlere Korngröße (#60–100 Mesh) verwenden und Prozess eng überwachen, um übermäßige Oberflächenabtragung zu vermeiden.
Material-Finish-Kompatibilitätsdiagramm
Substratkategorie | Empfohlene Sandstrahlmethode | Leistungsgewinn | Industrielle Validierungsdaten |
|---|---|---|---|
Glasperlen-Strahlen | Gleichmäßiges Satin-Finish; verbesserte Lackhaftung | Luftfahrtkomponenten gemäß ASTM D4417 Standard | |
Aluminiumoxid-Strahlen | Effektives Entgraten; verbesserte Korrosionsbeständigkeit | Medizinische Geräte gemäß ISO 8501-1 konform | |
Kunststoff-Medien-Strahlen | Schonende Reinigung ohne Oberflächenverunreinigung | Luftfahrteinlagen getestet gemäß SAE AMS2430 | |
Kunststoff-Medien-Strahlen | Schonende Oberflächenbehandlung; geringe Rauheit (Ra <2 μm) | Gehäuse für elektronische Geräte geprüft nach ASTM D7127 | |
Stahlkugel-Strahlen | Entspannte Oberflächen; verbesserte Ermüdungsbeständigkeit | Industrielle Werkzeuge validiert gemäß ASTM E466 |
Sandstrahlprozesskontrolle: Kritische Schritte & Standards
Vorbereitung vor dem Strahlen
Oberflächenentfettung: Entfernung von Ölen und Verunreinigungen durch alkalisches Waschen oder Lösungsmittelreinigung (ISO 8501-1).
Abkleben und Schutz: Präzises Abkleben kritischer Abmessungen und Gewindebereiche (ASTM D6123 konform).
Medienauswahl: Verifizierte Korngröße und Härte gemäß SAE J444 Standards.
Kontrolle während des Strahlprozesses
Drucküberwachung: Konsistente Strahldrücke aufrechterhalten (±0,2 bar Genauigkeit).
Abstandskontrolle: Konstanter Düsen-Abstand zum Werkstück (15–25 cm) für gleichmäßiges Finish.
Medienqualitätssicherung: Strahlmedien regelmäßig prüfen und erneuern, um gleichbleibende Abrasivität zu gewährleisten.
Kontrolle nach dem Strahlen
Oberflächenrauheitsmessung: Validierung mit Profilometern gemäß ASTM D4417.
Reinigungsinspektion: Sicherstellen einer kontaminationsfreien Oberfläche durch visuelle und mikroskopische Kontrolle (ISO 8501-1).
Vorbereitung für Beschichtungstest: Verbesserung der Beschichtungshaftung durch standardisierte Tests bestätigen (ASTM D3359).
FAQs
Welche Hauptvorteile bietet das Sandstrahlen von CNC-bearbeiteten Teilen gegenüber anderen Oberflächenbearbeitungsmethoden?
Kann Sandstrahlen präzise CNC-Teile beschädigen oder verformen?
Welches abrasive Medium eignet sich am besten für empfindliche CNC-Komponenten?
Wie verbessert Sandstrahlen die Haftung nachfolgender Beschichtungen wie Lack oder Eloxal?
Ist Sandstrahlen für alle CNC-Materialien geeignet, einschließlich Kunststoffe und nichtmetallische Teile?
