Deutsch
Maßgeschneiderte Fertigungslösungen
Nuklearkomponenten Fertigungsservice
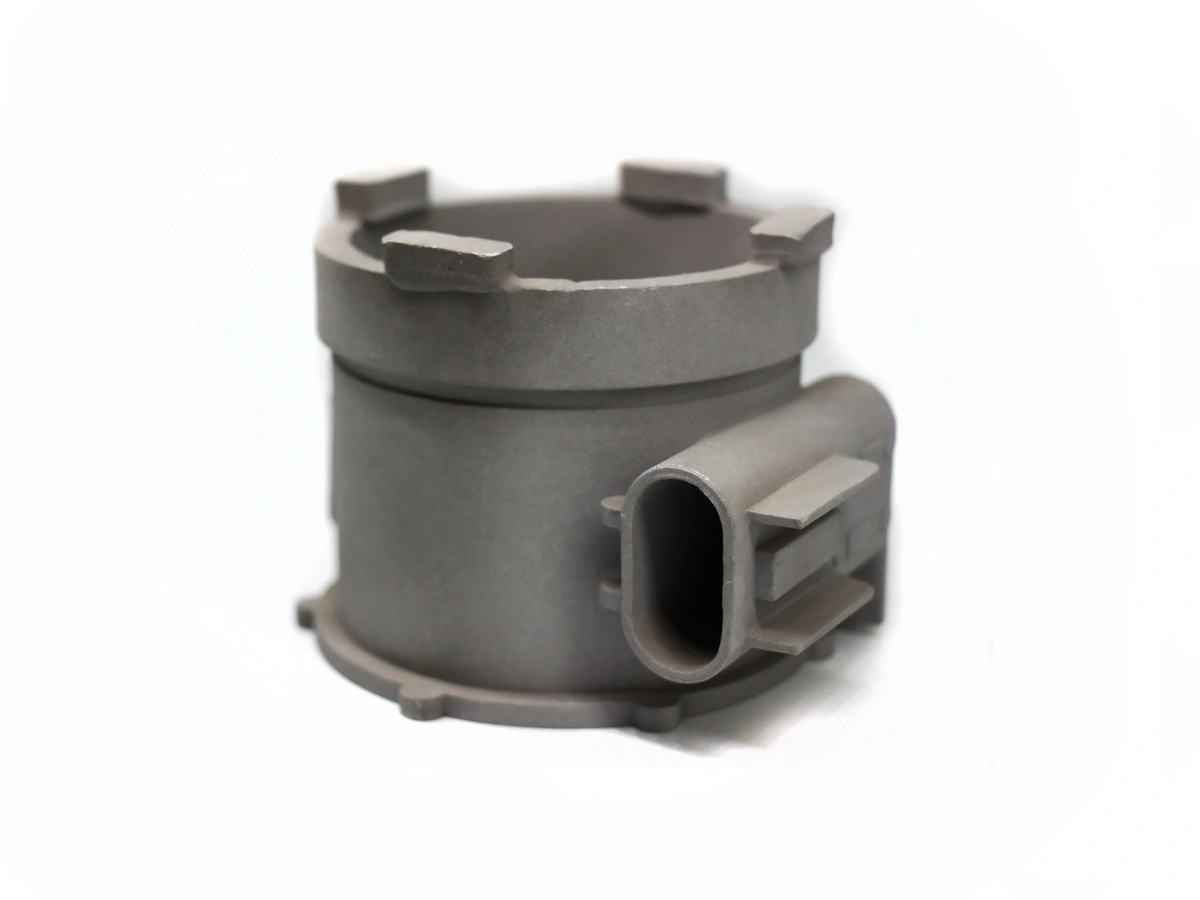
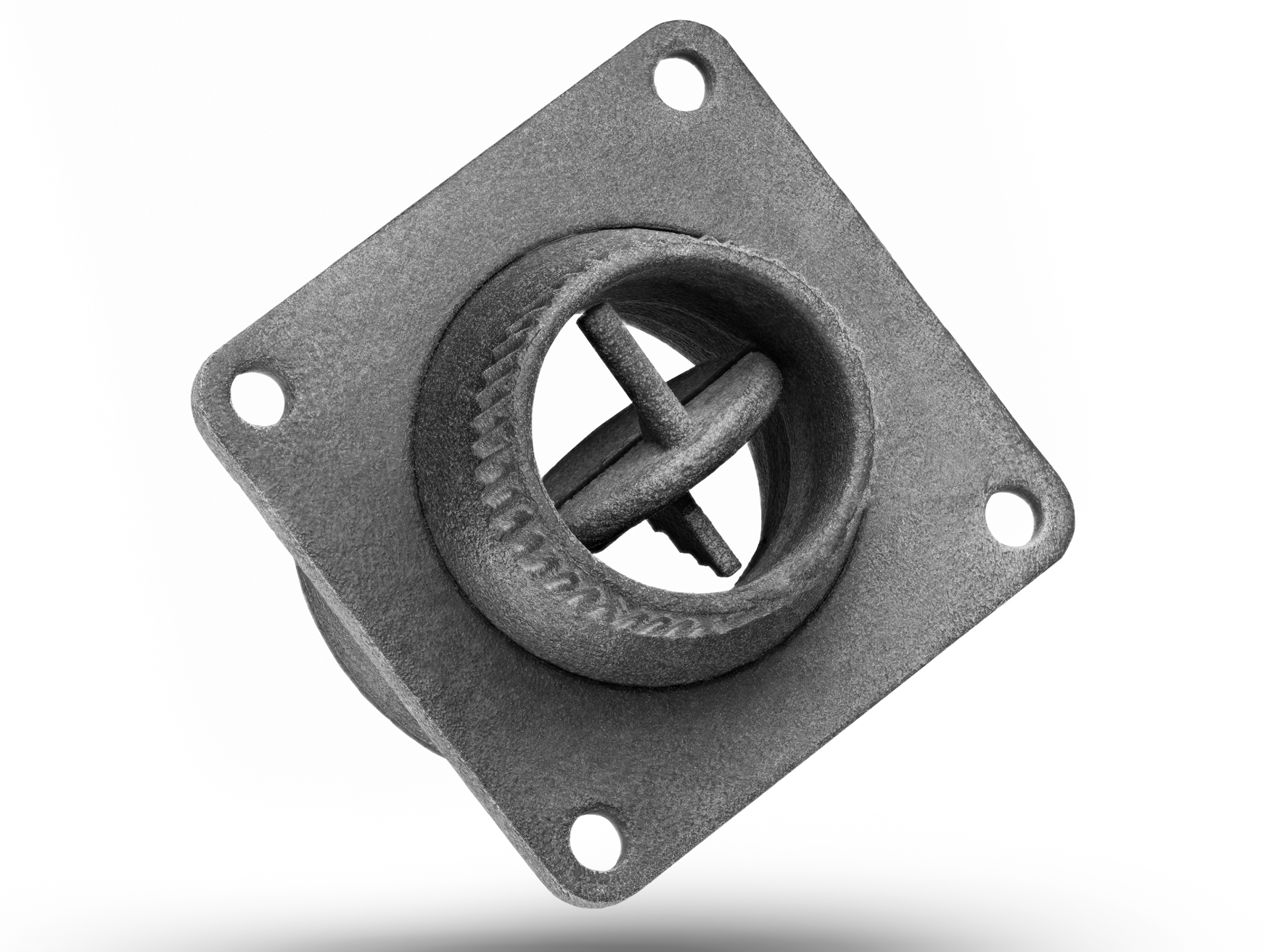
Neway spezialisiert sich auf die Fertigung von Nuklearkomponenten und bietet CNC-Bearbeitung, 3D-Druck, Vakuumgießen und Feingießen an. Wir liefern hochpräzise, langlebige Komponenten, die den strengen Anforderungen der Nuklearindustrie entsprechen.
Maßgeschneiderte CNC-Bearbeitung von Nuklearkomponenten
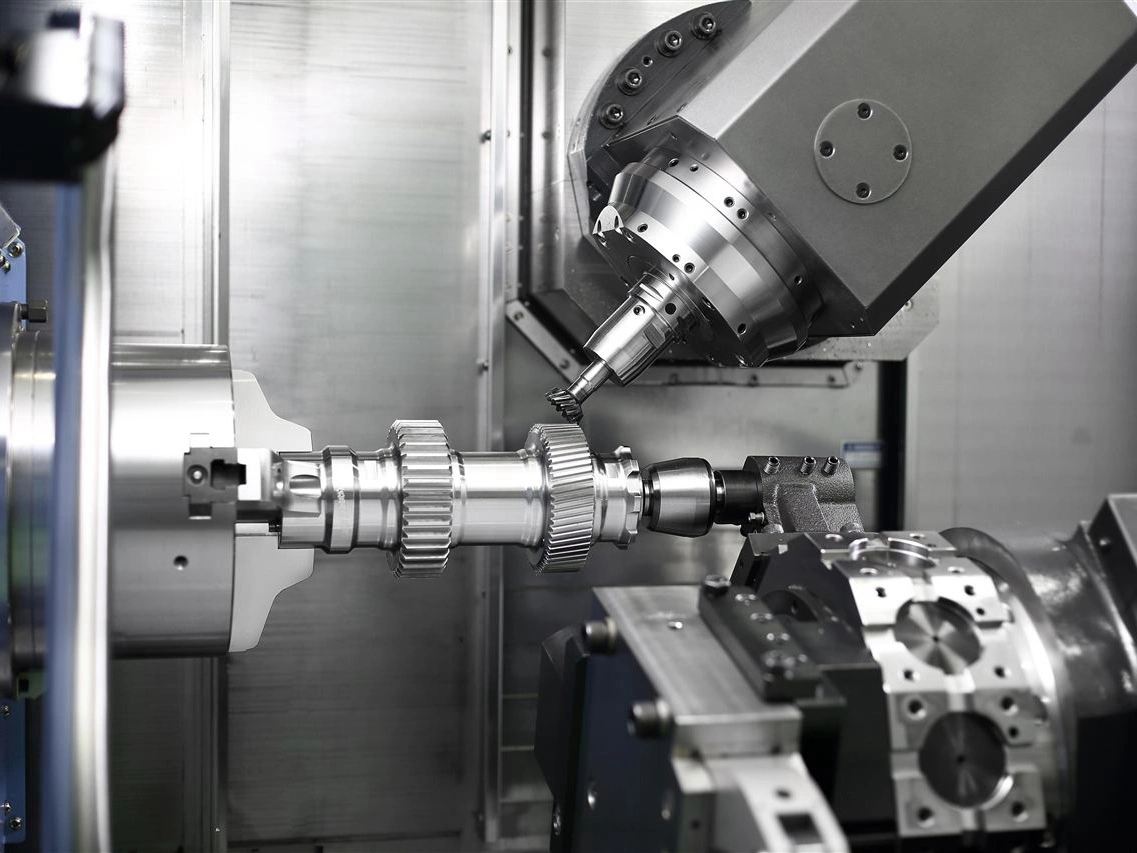
Die maßgeschneiderte CNC-Bearbeitung von Nuklearkomponenten umfasst die präzise Fertigung von Teilen für Kernreaktoren und verwandte Systeme. Mit fortschrittlichen CNC-Techniken wie Fräsen, Drehen und Funkenerosion werden diese Komponenten mit hoher Genauigkeit und Zuverlässigkeit hergestellt. Die strikte Einhaltung von Sicherheits- und Qualitätsstandards garantiert Leistung und Langlebigkeit in kritischen Nuklearanwendungen.
Materialauswahl für Nuklearanwendungen
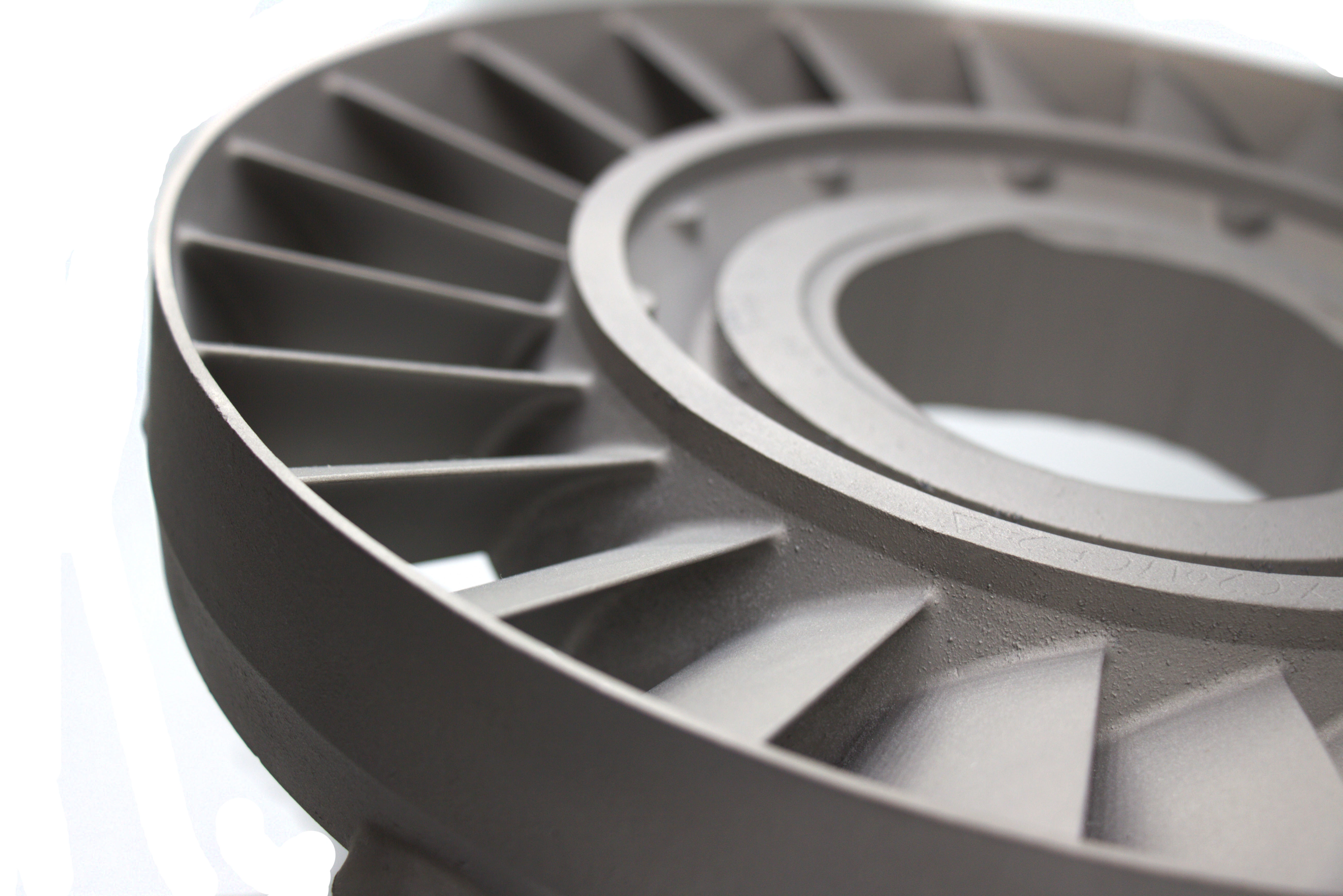
Die Fertigung von Nuklearteilen erfordert Materialien, die extremen Temperaturen, Strahlung und Korrosion standhalten. Superlegierungen, Titan, Edelstahl und Keramik werden häufig für Reaktorkomponenten, Wärmetauscher und Abschirmungen verwendet. Die Materialien müssen zudem strukturelle Integrität und Haltbarkeit für den langfristigen, sicheren Betrieb in nuklearen Umgebungen bieten.
Typische Oberflächenbehandlungen für Nuklearteile
Typische Oberflächenbehandlungen für Nuklearteile umfassen Beschichtungen und Verfahren wie Eloxieren, PVD, Passivierung, Galvanisieren und Thermische Barrierenbeschichtungen (TBC). Diese Verfahren verbessern die Korrosionsbeständigkeit, erhöhen die Verschleißeigenschaften und gewährleisten Sicherheit unter extremen Bedingungen. Techniken wie Nitrieren, Phosphatieren und Schwarzoxid werden für Langlebigkeit verwendet, während UV-, Lack- und Teflonbeschichtungen zusätzlichen Schutz in Strahlungsumgebungen bieten.

Erfahren Sie mehr
Thermobeschichtung

Erfahren Sie mehr
Bearbeitungszustand

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physical Vapor Deposition)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivierung

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxidierung

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Barrierebeschichtung (TBC)

Erfahren Sie mehr
Kugeln (Entgraten & Polieren)

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung
CNC-Bearbeitung in nuklearen Industriebestandteilen
CNC-Bearbeitung spielt eine entscheidende Rolle bei der Herstellung von Komponenten für Kernkraftwerke, wie Reaktorkerne, Abschirmsysteme und Steuerungssysteme, und gewährleistet kritische Sicherheit und Betriebseffizienz.







Starten Sie noch heute ein neues Projekt
Leitfaden für das Design von Nuklearkomponenten
Das Design von Nuklearkomponenten erfordert strenge Materialkontrolle, strukturelle Zuverlässigkeit und regulatorische Einhaltung unter extremen Strahlungs- und thermischen Bedingungen. Dieser Leitfaden beschreibt ingenieurtechnische Entwurfspraktiken gemäß globaler Nuklearsicherheitsstandards.
Überlegungen zur Fertigung kundenspezifischer Nuklearkomponenten
Die kundenspezifische Fertigung von Nuklearkomponenten verlangt höchste Materialintegrität, Präzision und Compliance. Dieser Leitfaden beschreibt wichtige Fertigungsaspekte zur Herstellung zuverlässiger und konformer Nuklearteile.
Frequently Asked Questions
Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.