Deutsch
Maßgeschneiderter Online CNC-Bohrfertigungsservice
Unser maßgeschneiderter Online CNC-Bohrfertigungsservice bietet präzises Bohren für komplexe Teile mit engen Toleranzen und glatten Oberflächen. Wir bieten Online-Bestellung, schnelle Durchlaufzeiten und Anpassungsoptionen, um hochwertige und kosteneffiziente Lösungen für verschiedene industrielle Anwendungen zu gewährleisten.
- Schneller Bohr-Prototyping-Service
- CNC-Bohrservice für Kleinserien
- CNC-Bohrservice für Massenproduktion
- All-in-One CNC-Bohrservice

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Was ist CNC-Bohrfertigung
Die CNC-Bohrfertigung umfasst das präzise Vergrößern und Formen bestehender Löcher mit CNC-Maschinen. Dieser Prozess gewährleistet enge Toleranzen, glatte Oberflächen und verbesserte Lochgenauigkeit, ideal zur Herstellung zylindrischer Teile, Verbesserung der Maßgenauigkeit und Erzielung hochwertiger Ergebnisse.

Wichtige Materialien für präzises CNC-Bohren
CNC-Bohren wird häufig an verschiedenen Materialien durchgeführt, die jeweils einzigartige Eigenschaften bieten. Superlegierungen und Titan werden für Hochtemperaturanwendungen verwendet, während Aluminium, Kupfer, Messing und Bronze eine ausgezeichnete Bearbeitbarkeit und Korrosionsbeständigkeit bieten. Kohlenstoff- und Edelstahl bieten Stärke und Haltbarkeit, während Kunststoffe und Keramik ideal für leichte und präzise Komponenten in spezialisierten Industrien sind.

Oberflächenbearbeitung für CNC-Bohrteile
Oberflächenbearbeitungen für CNC-Bohrteile verbessern Funktionalität und Ästhetik bearbeiteter Komponenten. Optionen umfassen polierte, geschliffene und glatte Oberflächen, die enge Toleranzen, reduzierte Reibung und optimale Leistung gewährleisten. Diese Oberflächen sind für Präzisionsteile in verschiedenen Branchen unverzichtbar.

Erfahren Sie mehr
Thermobeschichtung

Erfahren Sie mehr
Fertigung nach Bearbeitungszustand

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physical Vapor Deposition)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivierung

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxid

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Schutzbeschichtung (TBC)

Erfahren Sie mehr
Trommeln (Entgraten und Polieren)

Erfahren Sie mehr
Alodine-Beschichtung (Korrosionsschutz für Aluminium)

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatierung

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Verzinken

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
Teflonbeschichtung
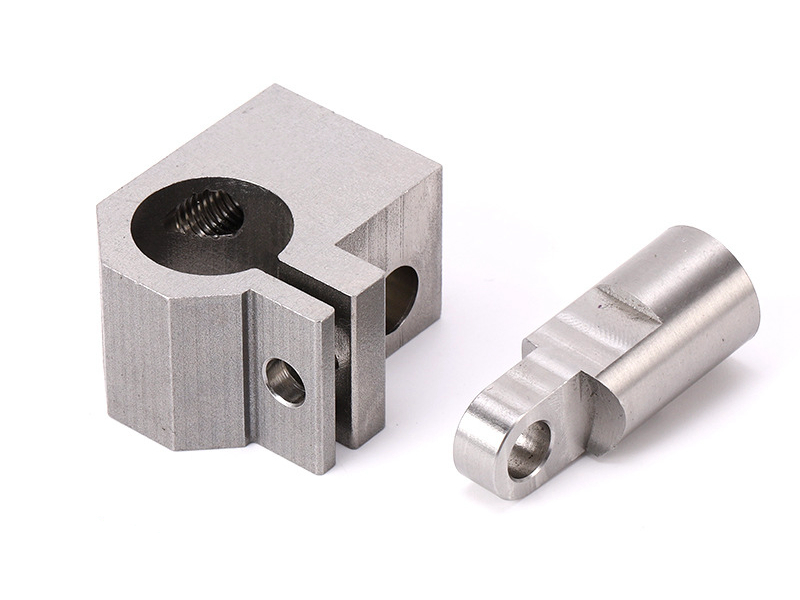
Galerie für maßgeschneiderte CNC-Bohrteile
Unsere Galerie für maßgeschneiderte CNC-Bohrteile zeigt präzise gefertigte Komponenten, darunter Zylinder, Gehäuse und Wellen, die für verschiedene Industriezweige zugeschnitten sind. Jedes Teil betont enge Toleranzen, glatte Oberflächen und außergewöhnliche Qualität und demonstriert unsere Expertise in fortschrittlichen CNC-Bohrfertigungslösungen.












Starten Sie noch heute ein neues Projekt
Empfehlungen für CNC-Bohrtoleranzen
Empfehlungen für CNC-Bohrtoleranzen gewährleisten Präzision und Konsistenz in der Bearbeitung. Für allgemeine Anwendungen beträgt die Toleranz ±0,1 mm, während hochpräzise Teile eine Toleranz von ±0,02 mm bis ±0,05 mm benötigen. Diese Richtlinien garantieren optimale Passform, Leistung und Oberflächenqualität komplexer Komponenten.
CNC-Bohr-Designrichtlinien
Die CNC-Bohr-Designrichtlinien umreißen wesentliche Best Practices zur Herstellung präziser und funktionaler Komponenten. Wichtige Aspekte umfassen optimale Radien, Lochmaße, Wandstärke, Oberflächenbeschaffenheit und Werkzeugzugang, um Genauigkeit, Effizienz und Qualität bei CNC-Bohrprozessen zu gewährleisten.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.