Deutsch
Präzisionsbohren von Tiefenlöchern
Unser Präzisionsbohrdienst für Tiefenlöcher bietet präzises und hochwertiges Bohren von tiefen, engen Löchern in Materialien wie Metall und Legierungen. Mit modernster Ausrüstung erreichen wir enge Toleranzen, glatte Oberflächen und effiziente Tiefenverhältnisse von 50:1 bis 100:1.
- Schneller Prototyping-Bohrservice
- CNC-Bohrservice für Kleinserien
- CNC-Bohrservice für Massenproduktion
- One-Stop CNC-Bohrservice
Design hochladen für kostenlose Sofortangebot
Alle hochgeladenen Dateien sind sicher und vertraulich
CNC vs. EDM Tiefenlochbohren
Unser CNC- & EDM-Tiefenlochbohrdienst kombiniert Präzisionsbearbeitung mit Funkenerosionstechnologie, um tiefe, enge Löcher mit außergewöhnlicher Genauigkeit zu erzielen. Ideal für schwer zu bearbeitende Materialien, gewährleistet er hochwertige Ergebnisse, enge Toleranzen und glatte Oberflächen für anspruchsvolle Anwendungen.
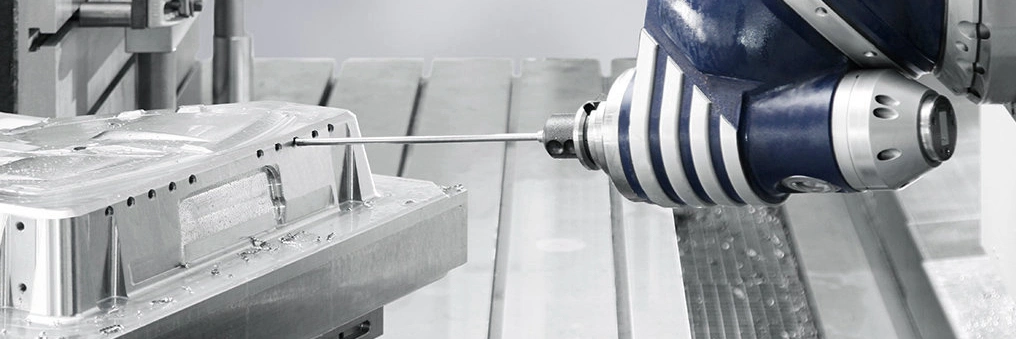
CNC Tiefenlochbohren bietet präzises und effizientes Bohren von tiefen, engen Löchern mit einem maximalen Tiefenverhältnis von 50:1 in verschiedenen Materialien. Mit fortschrittlicher CNC-Technologie erreichen wir enge Toleranzen, glatte Oberflächen und gleichmäßige Bohrlochtiefen, was hochwertige Ergebnisse für komplexe Anwendungen gewährleistet.

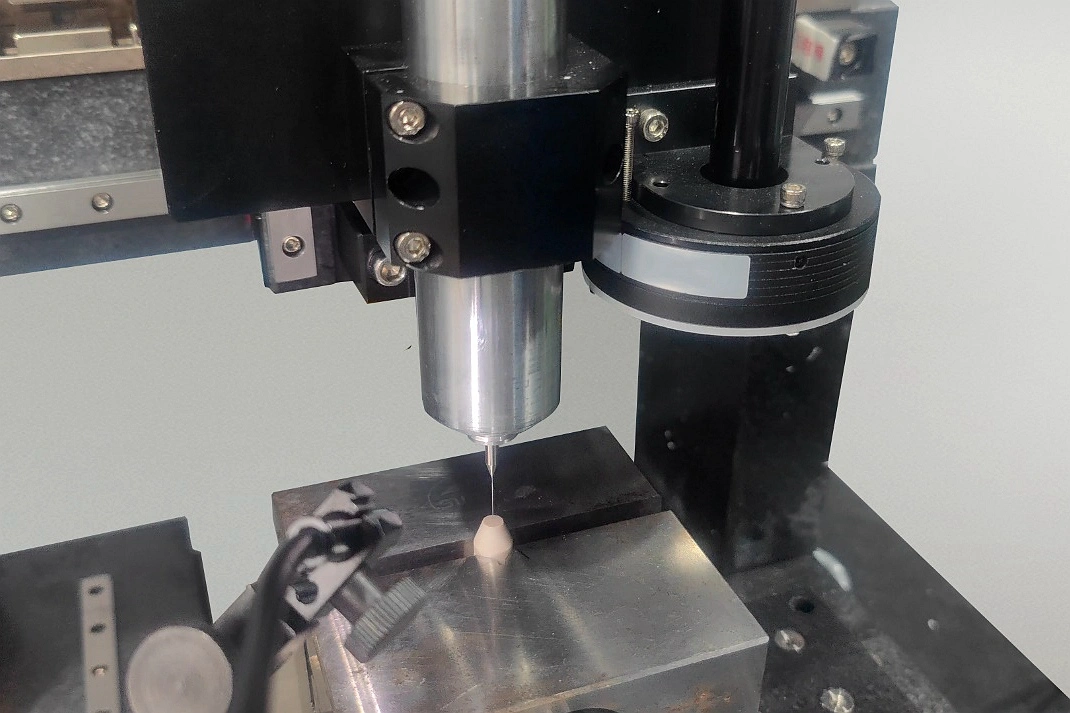
EDM Tiefenlochbohren nutzt Funkenerosion, um tiefe, enge, hochpräzise Löcher mit einem maximalen Tiefenverhältnis von 100:1 in harten Materialien herzustellen. Dieser Prozess garantiert enge Toleranzen, glatte Oberflächen und minimale Materialbelastung, ideal für komplexe oder anspruchsvolle Bohranwendungen.
EDM Tiefenlochbohren nutzt Funkenerosion, um tiefe, enge, hochpräzise Löcher mit einem maximalen Tiefenverhältnis von 100:1 in harten Materialien herzustellen. Dieser Prozess garantiert enge Toleranzen, glatte Oberflächen und minimale Materialbelastung, ideal für komplexe oder anspruchsvolle Bohranwendungen.
CNC Tiefenlochbohren bietet präzises und effizientes Bohren von tiefen, engen Löchern mit einem maximalen Tiefenverhältnis von 50:1 in verschiedenen Materialien. Mit fortschrittlicher CNC-Technologie erreichen wir enge Toleranzen, glatte Oberflächen und gleichmäßige Bohrlochtiefen, was hochwertige Ergebnisse für komplexe Anwendungen gewährleistet.
EDM Tiefenlochbohren nutzt Funkenerosion, um tiefe, enge, hochpräzise Löcher mit einem maximalen Tiefenverhältnis von 100:1 in harten Materialien herzustellen. Dieser Prozess garantiert enge Toleranzen, glatte Oberflächen und minimale Materialbelastung, ideal für komplexe oder anspruchsvolle Bohranwendungen.
CNC Tiefenlochbohren bietet präzises und effizientes Bohren von tiefen, engen Löchern mit einem maximalen Tiefenverhältnis von 50:1 in verschiedenen Materialien. Mit fortschrittlicher CNC-Technologie erreichen wir enge Toleranzen, glatte Oberflächen und gleichmäßige Bohrlochtiefen, was hochwertige Ergebnisse für komplexe Anwendungen gewährleistet.
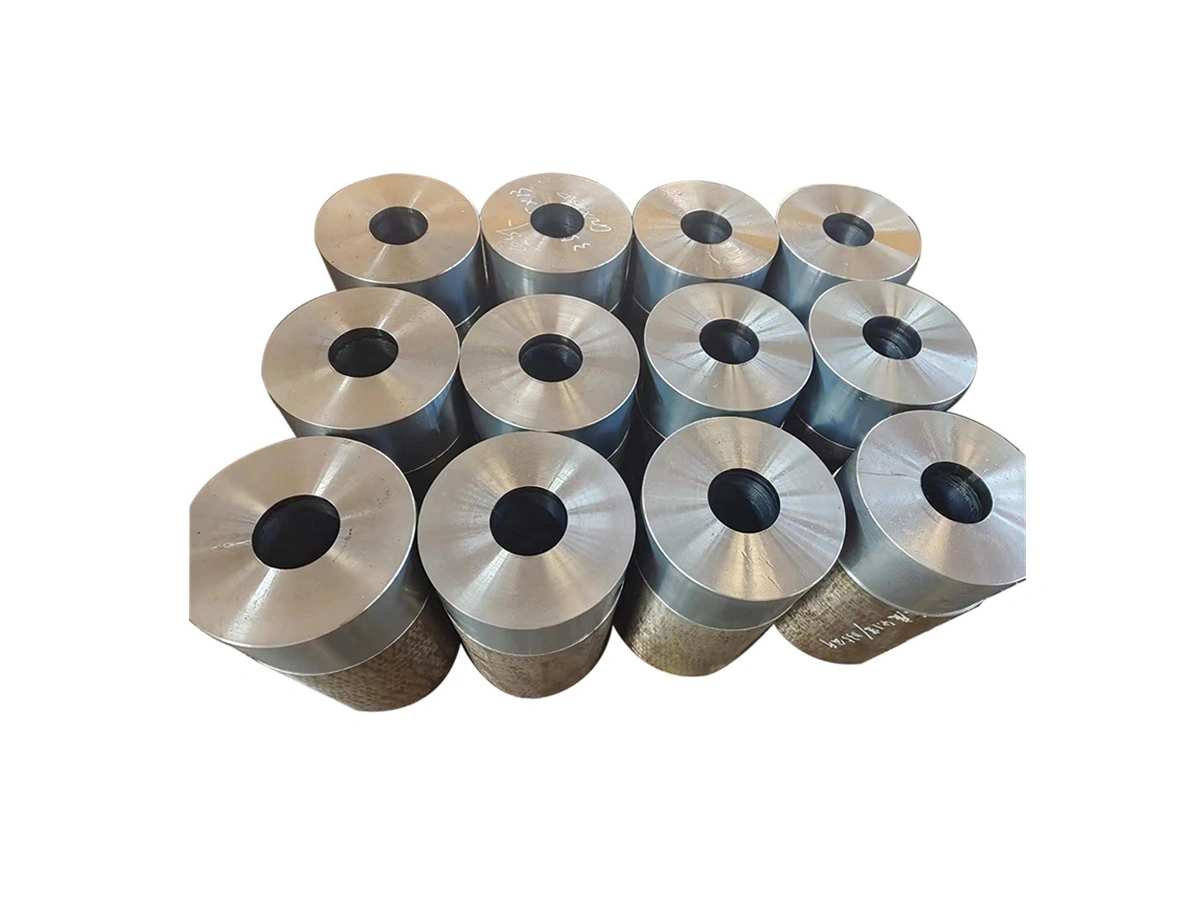
Anwendungen des CNC- & EDM-Tiefenlochbohrens
Anwendungen des CNC- & EDM-Tiefenlochbohrens umfassen verschiedene Industrien und bieten präzises Bohren für Komponenten wie Turbinenschaufeln, Kraftstoffeinspritzdüsen und hydraulische Leitungen. Dieser Prozess garantiert enge Toleranzen, glatte Oberflächen und optimale Leistung für komplexe Tiefenlochanforderungen.

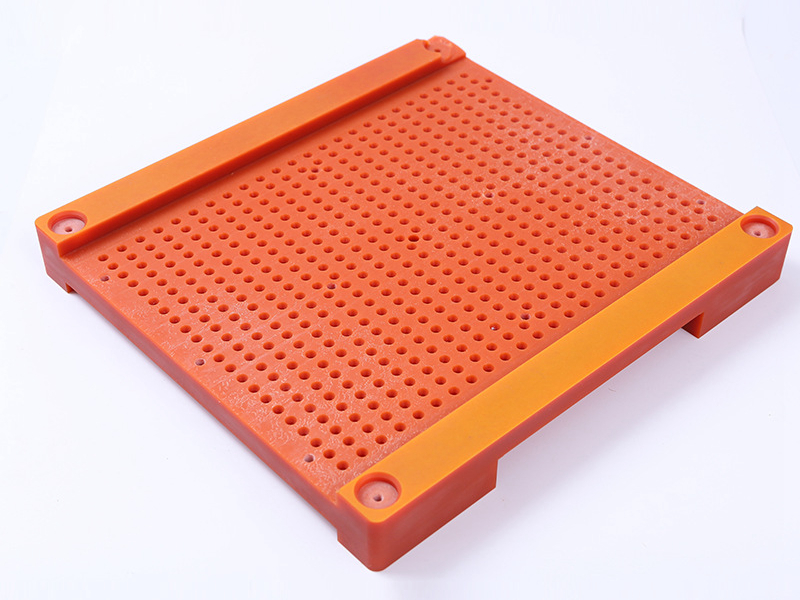
Wichtige Materialien für präzises CNC-Bohrverfahren
Das CNC-Bohrverfahren ist essenziell für die präzise Bearbeitung verschiedener Materialien, darunter Superlegierungen, Titan, Aluminium, Kupfer, Messing, Bronze, Kohlenstoffstahl, Edelstahl, Kunststoffe und Keramik. Jedes Material bietet einzigartige Eigenschaften wie Festigkeit, Korrosionsbeständigkeit und Bearbeitbarkeit, die sie für verschiedene Industrien geeignet machen. CNC-Bohrungen gewährleisten hochwertige, präzise Schnitte und Löcher für komplexe Anwendungen in Fertigung, Luftfahrt, Automobilindustrie und mehr.

Oberflächenbehandlungen für CNC- & EDM-Tiefenlochbohrteile
Oberflächenbehandlungen für CNC- & EDM-Tiefenlochbohrteile verbessern die Haltbarkeit und Funktionalität der Teile. Wir bieten eine Vielzahl von Oberflächen an, einschließlich polierter, geschliffener oder glatter Flächen, die enge Toleranzen, minimale Reibung und optimale Leistung für Präzisionskomponenten sicherstellen.

Erfahren Sie mehr
Thermische Beschichtung

Erfahren Sie mehr
Unbehandelte Oberfläche

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physikalische Gasphasenabscheidung)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivierung

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxidieren

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Barrierebeschichtung (TBC)

Erfahren Sie mehr
Tumbling

Erfahren Sie mehr
Alodine

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung
Fallstudie CNC- & EDM-Tiefenlochbohren
Unsere Fallstudie zum CNC- & EDM-Tiefenlochbohren zeigt erfolgreiche Projekte in verschiedenen Branchen und demonstriert, wie Präzisionsbohrtechniken enge Toleranzen erreichen, die Leistung von Teilen verbessern und komplexe Designanforderungen erfüllen. Entdecken Sie unsere bewährten Lösungen für anspruchsvolle Tiefenlochanwendungen.











Starten Sie noch heute ein neues Projekt
Toleranzempfehlungen für CNC- & EDM-Tiefenlochbohren
Toleranzempfehlungen für CNC- & EDM-Tiefenlochbohren bieten Richtlinien für präzise, hochwertige Ergebnisse. Für Standardanwendungen sind ±0,1 mm Toleranzen üblich, während Präzisionsbohren je nach Komplexität und Material ±0,02 mm bis ±0,05 mm erreichen kann.
Designrichtlinien für CNC- & EDM-Tiefenlochbohren
Designrichtlinien für CNC- & EDM-Tiefenlochbohren gewährleisten Präzision und Effizienz bei der Erstellung komplexer Löcher. Empfehlungen umfassen optimale Radien, Lochdesignverhältnisse, Gewindespezifikationen und Oberflächenbearbeitungen, die helfen, enge Toleranzen und glatte, hochwertige Ergebnisse in verschiedenen Anwendungen zu erreichen.
Frequently Asked Questions
Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.