Hochpräzises CNC-Tiefbohren mit engen Toleranzen – Angebot anfordern
Die Grenzen ausreizen: Die Schlüsselrolle der hochpräzisen Tieflochbohrung in der modernen Fertigung
In der Präzisionsfertigung gilt die Tieflochbearbeitung seit jeher als entscheidender Maßstab für die technische Leistungsfähigkeit eines Unternehmens. Als leitender Prozessingenieur bei Neway weiß ich, dass jedes Tiefloch ein extremes Streben nach technischer Exzellenz widerspiegelt. Sobald das Längen-Durchmesser-Verhältnis 10:1 übersteigt, stoßen herkömmliche Bearbeitungsmethoden schnell an ihre Grenzen – Werkzeugdurchbiegung, Spanabfuhrprobleme, unzureichende Wärmeabfuhr und instabile Oberflächengüte werden zu entscheidenden Faktoren, die die Bauteilleistung einschränken.
In der modernen High-End-Anlagenfertigung sind Tiefbohrungen längst nicht mehr nur einfache Durchgangslöcher oder Gewindegrundlöcher; sie haben sich zu hochkritischen Funktionsmerkmalen entwickelt, die für Kraftstoffzufuhr, hydraulische Übertragung, Kühlmittelzirkulation und vieles mehr verantwortlich sind. Ob in Kraftstoffdüsen von Luft- und Raumfahrttriebwerken oder in Präzisionsantriebswellen von Operationsrobotern – die Anforderungen an Durchmessertoleranz, Geradheit, Lagegenauigkeit und Oberflächengüte von Tiefbohrungen sind extrem hoch. Genau hier entfalten unsere Tieflochbohrdienste ihren Wert: Wir lösen die anspruchsvollsten Tieflochbearbeitungsaufgaben für unsere Kunden.
Tiefbohrtechnologien im Überblick: Einlippenbohren, BTA- und Ejektorsysteme
Einlippenbohren (Gun Drilling): Die Präzisionslösung für Tiefbohrungen mit kleinem Durchmesser
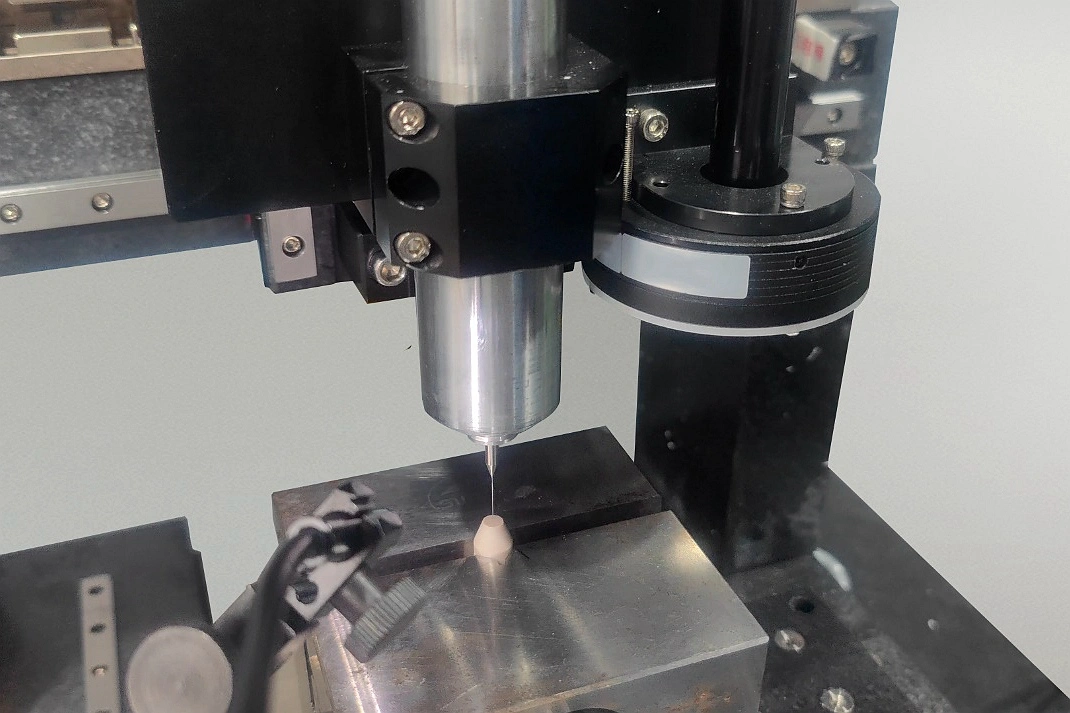
Das Einlippenbohren ist unsere bevorzugte Methode für Tiefbohrungen mit kleinem Durchmesser. Dieses Einrohrsystem nutzt Hochdruckkühlmittel, um Späne durch eine V-förmige Nut im Inneren des Bohrrohres auszutragen. Die spezielle Schneidengeometrie des Bohrkopfs und die Auslegung der Kühlkanäle sorgen für Prozessstabilität und einen gleichmäßigen Spanabtransport über die gesamte Bohrtiefe. Unsere Einlippenbohranlagen können Tiefbohrungen mit Durchmessern von 1,5 mm bis 20 mm und Längen-Durchmesser-Verhältnissen von bis zu 100:1 zuverlässig herstellen – ein Niveau, das mit herkömmlichen Spiralbohrern nahezu unerreichbar ist.
BTA-System: Effiziente Bearbeitung von Tiefbohrungen mit mittleren und großen Durchmessern
Für Tiefbohrungen mit Durchmessern über 20 mm setzen wir das BTA-System (Boring and Trepanning Association) ein. Bei dieser Zweirohrkonfiguration wird Hochdruckkühlmittel durch den Ringspalt zwischen Bohrrohr und Bohrungswand zugeführt, während die Späne über das Innere des Bohrrohres abgeführt werden. Das BTA-System bietet eine sehr hohe Produktivität und eine hervorragende Oberflächengüte und ist damit ideal für mittlere und große Tiefbohrungen in der Serienfertigung. Auf unseren Mehrachsen-Bearbeitungszentren ermöglicht das BTA-System die Bearbeitung mehrerer Tiefbohrungen an komplexen Bauteilen in einer einzigen Aufspannung.
Wie wählt man das optimale Verfahren abhängig von Durchmesser, Tiefenverhältnis und Werkstoff?
Die Auswahl des passenden Tiefbohrverfahrens erfordert eine ganzheitliche Bewertung mehrerer Faktoren. Neben Bohrungsdurchmesser und Längen-Durchmesser-Verhältnis sind die Werkstoffeigenschaften ein entscheidendes Kriterium. Bei schwer zerspanbaren Werkstoffen, wie etwa Superlegierungen, wählen wir spezielle Schneidengeometrien und abgestimmte Kühlmittelparameter. Bei Titanlegierungen legen wir besonderen Wert auf Temperaturkontrolle, um unerwünschte Mikrostrukturveränderungen zu vermeiden. Unser Prozessengineering-Team verfügt über umfassende Erfahrung darin, für jedes Projekt die optimalen Bearbeitungslösungen zu entwickeln.
Neways Kernkompetenzen und technische Spezifikationen in der hochpräzisen Tieflochbohrung
Die Tiefbohrabteilung von Neway ist mit erstklassigen Spezialmaschinen ausgestattet, darunter mehrachsige Tiefbohrmaschinen, Einlippenbohrsysteme und BTA-Anlagen. Unsere Fähigkeiten umfassen Tiefbohrungen mit Durchmessern von 1,5 mm bis 50 mm und maximalen Längen-Durchmesser-Verhältnissen von bis zu 150:1 – damit gehören wir zu den führenden Anbietern der Branche. Bei der Toleranzbeherrschung erreichen wir Durchmessertoleranzen bis zur IT7-Stufe, Geradheitsabweichungen von weniger als 0,02 mm pro 100 mm und Lagegenauigkeiten innerhalb von 0,05 mm.
Die Oberflächenqualität ist ein Schlüsselkriterium für die Leistungsfähigkeit von Tiefbohrungen. Durch die Optimierung von Schnittparametern und Kühlschmiersystemen erreichen wir innere Oberflächenrauheitswerte bis hinunter zu Ra 0,4 µm. Dies reduziert nicht nur den Bedarf an nachfolgenden Feinbearbeitungen, sondern stellt vor allem die Zuverlässigkeit unter anspruchsvollen Betriebsbedingungen sicher. Für Bauteile, deren Innenbohrungen nachträglich elektropoliert werden sollen, bietet unsere Bearbeitungsqualität eine ideale Ausgangsbasis.
Werkstoffkompetenz: Tiefbohrherausforderungen in schwer zerspanbaren Legierungen meistern
Tiefbohrstrategien für Superlegierungen und Titanlegierungen
Superlegierungen und Titanlegierungen gelten als einige der anspruchsvollsten Werkstoffe in der Tieflochbearbeitung. Ihre hohe Festigkeit und geringe Wärmeleitfähigkeit führen schnell zu starker Kaltverfestigung und erhöhtem Werkzeugverschleiß. Durch den Einsatz moderner Werkzeugbeschichtungen, optimierter Schnittparameter und speziell abgestimmter Kühlmittelzusammensetzungen begegnen wir diesen Herausforderungen effektiv. Beim Bohren von Inconel 718 setzen wir beispielsweise progressive Vorschubstrategien und Hochdruck-Innenkühlung ein, um einen rechtzeitigen Spanabtransport sicherzustellen und Werkzeugausfälle durch Spänepackungen zu vermeiden.
Tieflochbearbeitung und Spanbruch in rostfreien Stählen
Aufgrund ihrer Zähigkeit und der Neigung zur Aufbauschneidenbildung erzeugen rostfreie Stähle bei Tiefbohrungen häufig lange, kontinuierliche Späne, was zu Problemen bei der Spanabfuhr führen kann. Wir lösen dieses Problem durch speziell ausgelegte Spanbrechergeometrien, getaktete Vorschubstrategien und eine präzise Kontrolle von Kühlmitteldruck und -durchfluss. Bei Tiefbohrungen in 316er Edelstahl achten wir zudem besonders darauf, Verfestigungen an der Bohrungsoberfläche zu minimieren, um nachfolgende Bearbeitungsschritte zu erleichtern.
Effiziente Tieflochbohrung und Oberflächenschutz für Aluminiumlegierungen
Obwohl die Aluminiumlegierung 7075 grundsätzlich gut zerspanbar ist, bringt die Tieflochbearbeitung dennoch eigene Herausforderungen mit sich. Das weichere Material neigt zur Gratbildung und ist empfindlich gegenüber Oberflächenkratzern. Wir setzen Hochgeschwindigkeitsstrategien mit geringem Vorschub in Kombination mit speziell für Aluminium ausgelegten Schneidölen ein, um sowohl Effizienz als auch Bohrungsqualität sicherzustellen. Bei kritischen Komponenten führen wir zusätzlich eine sofortige Reinigung nach der Bearbeitung durch, um Oxidation oder Korrosion an der Aluminiumoberfläche zu vermeiden.
Wichtige Qualitätskenngrößen der Tieflochbohrung und unsere Prüfsicherung
Die Prüfung ist die letzte und zugleich kritischste Instanz zur Sicherstellung der Genauigkeit von Tiefbohrungen. Wir haben ein umfassendes Prüfkonzept entwickelt, das alle Stufen von den Rohmaterialien bis zum Fertigteil abdeckt. Während der Bearbeitung überwachen wir kontinuierlich Schnittkraft, Kühlmitteldruck und Durchfluss, um stabile Schnittbedingungen zu gewährleisten. Nach der Bearbeitung messen wir Durchmesser, Rundheit und Zylindrizität mit speziellen Innenmessgeräten, Luftlehren und Koordinatenmessmaschinen.
Für die Geradheitsprüfung setzen wir moderne, laserbasierte Messsysteme ein, die Geradheitsabweichungen über die gesamte Bohrtiefe kartieren können. So lassen sich Einflüsse von Werkzeugverschleiß oder Maschinenungenauigkeiten frühzeitig erkennen und korrigieren, sodass jede Tiefbohrung den Konstruktionsvorgaben entspricht. Insbesondere nach der Wärmebehandlung messen wir kritische Tiefbohrungen erneut, um Verzüge zu bewerten und sicherzustellen, dass alle Maßtoleranzen weiterhin eingehalten werden.
Branchenspezifische Lösungen: Anwendungen der Tieflochbohrung in kritischen Industrien
Luft- und Raumfahrt: Kraftstoffdüsen und Zylinder für hydraulische Aktuatoren
In der Luft- und Raumfahrt fertigen wir mikrometergenaue Einspritzbohrungen in Triebwerksdüsen. Diese Bohrungen besitzen meist Durchmesser von nur 0,1–0,3 mm bei Längen-Durchmesser-Verhältnissen von mehr als 20:1. Durch hochpräzises Einlippenbohren stellen wir sicher, dass jede einzelne Öffnung einen konstanten Durchfluss liefert und so eine optimale Verbrennungseffizienz gewährleistet wird. Tiefbohrungen in Zylindern von hydraulischen Aktuatoren erfordern ebenfalls höchste Geradheit und Oberflächengüte, um Dichtungsverschleiß und Leckagen zu vermeiden.
Medizinprodukte: Chirurgische Instrumente, Endoskopkomponenten und Führungsbohrungen für Implantate
Im Bereich der Medizintechnik sind die Anforderungen an Tiefbohrungen noch strenger. Bohrungen in chirurgischen Instrumenten müssen kleine Durchmesser, große Tiefenverhältnisse und erstklassige Oberflächengüten vereinen. Für Endoskopkomponenten fertigen wir Kanäle für Bildbündel mit einem Durchmesser von 1,2 mm und einer Tiefe von 120 mm, wobei die Geradheit innerhalb von 0,05 mm gehalten wird – eine extreme Herausforderung für jedes Bearbeitungsverfahren. Führungsbohrungen in orthopädischen Implantaten stellen ebenfalls höchste Anforderungen an Maßgenauigkeit und Oberflächenqualität, um OP-Präzision und Patientensicherheit zu gewährleisten.
Öl und Gas: Ventilgehäuse und Housings für Bohrlochmessgeräte
In der Öl- und Gasindustrie arbeiten Tiefbohrungen in Ventilgehäusen unter extremem Druck und in hochkorrosiven Medien. Durch optimierte Prozesse und strenge Qualitätskontrolle stellen wir die langfristige Zuverlässigkeit und Lebensdauer dieser kritischen Merkmale sicher. Gehäuse für Bohrlochmessgeräte (Logging Tools) enthalten häufig Tiefbohrungen, die mehrere Kammern mit sehr engen Lagetoleranzen durchqueren; unsere Mehrachsenbearbeitung liefert die Präzision, die solche Komponenten erfordern.
Warum Neway als Partner für hochpräzise Tieflochbohrungen wählen?
Bei Neway treiben wir den Fortschritt in der Fertigung durch technologische Innovation voran. Unser Tiefbohrteam besteht aus erfahrenen Ingenieuren und Technikern, die alle eine gründliche Ausbildung und Qualifizierung durchlaufen haben. Neben modernster Ausstattung verfügen wir über umfangreiches Know-how in der Lösung komplexer Tiefbohrherausforderungen. Von der Prozessvalidierung in der Prototypenphase über Kleinserienversuche bis hin zur Serienproduktion bieten wir technischen Support über den gesamten Produktlebenszyklus.
Unser One-Stop-Service-Modell stellt sicher, dass Kunden vollständige, integrierte Lösungen erhalten. Von der Tieflochbearbeitung über Wärmebehandlung und Oberflächenveredelung bis zur Endprüfung steuern wir die gesamte Fertigungskette. Diese Integration erhöht nicht nur die Effizienz, sondern garantiert auch eine gleichbleibend hohe Qualität in allen Prozessschritten.
Jedes Tiefbohrprojekt betrachten wir bei Neway als Gelegenheit, unsere Präzisionsfertigungskompetenz unter Beweis zu stellen. Unabhängig davon, wie komplex Ihr Bauteil oder wie streng Ihre Anforderungen sind – wir engagieren uns voll und ganz dafür, die optimale technische Lösung zu liefern. Wir sind überzeugt, dass unser Fachwissen und unsere Sorgfalt uns zu Ihrem zuverlässigsten Partner für hochpräzise Tieflochbohrungen machen.
Informationen für Ihre Anfragen: So erhalten Sie schnell ein präzises Angebot
Damit wir Ihnen ein präzises und zeitnahes Angebot erstellen können, empfehlen wir, in Ihrer Anfrage folgende Informationen zu ergänzen: Zeichnungen oder 3D-Modelle (mit allen Tiefbohrungen, Maßen, Toleranzen und technischen Anforderungen), Materialangaben (Werkstoffgüte und Zustand), geplante Bestellmenge, Anforderungen an Oberflächenbehandlungen sowie besondere Hinweise. Auf dieser Basis erstellen unsere Ingenieure innerhalb von 24 Stunden einen detaillierten technischen Vorschlag und ein wettbewerbsfähiges Angebot.
Häufig gestellte Fragen (FAQ)
Welchen Leistungsbereich decken Neways Tieflochbohrkapazitäten ab?
Beeinflusst die Tieflochbearbeitung die Bauteilleistung nach der Wärmebehandlung?
Wie stellen Sie Bodenform und Maßgenauigkeit bei blinden Tiefbohrungen sicher?
Wie lang ist die typische Durchlaufzeit eines Tiefbohrprojekts vom Angebot bis zur Endauslieferung?
