Edelstahl-Tiefbohrungen für Industrieanlagen: Eine Fallstudie zu Effizienz und Genauigkeit
Edelstahl-Tiefbohrungen für Industrieanlagen: Eine Fallstudie zu Effizienz und Genauigkeit
Tiefbohrungen sind oft bei Bauteilen für Industrieanlagen erforderlich, bei denen der Fluidtransport, die Schmierung, die Kühlung, die Gewichtsreduzierung oder interne Strukturfunktionen von langen, geraden und präzisen inneren Kanälen abhängen. Wenn diese Teile aus Edelstahl gefertigt werden, steigt die Herausforderung bei der Bearbeitung, da das Material zur Wärmeentwicklung neigt, dem Schnitt widersteht und Grate bildet, wenn der Prozess nicht korrekt geplant wird. Aus diesem Grund benötigen viele Käufer, die CNC-Bohren für Edelstahlelemente evaluieren, schließlich einen spezialisierteren Tiefbohrweg anstelle des gewöhnlichen Bohrens allein.
Dieser Artikel konzentriert sich auf die kommerzielle und fertigungstechnische Logik hinter dem Tiefbohrservice für industrielle Edelstahlkomponenten. Anstatt das Tiefbohren als einen generischen Bearbeitungsprozess zu beschreiben, erklärt diese fallstudienartige Diskussion, warum es für die Effizienz wichtig ist, welche Genauigkeitsrisiken Käufer beachten sollten und wie eine stabile Bohrstrategie reale Ausrüstungsteile in der Kleinserien- und Serienproduktion unterstützt.
Warum Edelstahlteile oft Tiefbohrungen benötigen
In Industrieanlagen wird Edelstahl häufig für Komponenten verwendet, die Korrosionsbeständigkeit, mechanische Zuverlässigkeit und stabile Betriebsleistung in feuchten, chemischen oder kontaminierten Umgebungen erfordern. Viele dieser Teile sind keine einfachen Platten oder Gehäuse. Sie umfassen interne Ölkanäle, Kühlmittelwege, lange Bohrungsmerkmale, Sensorzugangslöcher, hydraulische oder pneumatische Leitungen sowie interne Ausrichtungsbohrungen, die über eine erhebliche Tiefe hinweg gerade und maßhaltig bleiben müssen.
Standardbohrungen können für flache oder mitteltiefe Löcher funktionieren, aber sobald das Loch im Verhältnis zu seinem Durchmesser lang wird, gewinnt die Prozessstabilität stark an Bedeutung. Die Spanabfuhr wird schwieriger, die Wärmekonzentration nimmt zu und die Kontrolle der Geradheit wird komplexer. Bei Edelstahl können diese Probleme schnell zu einer schlechten Oberflächenqualität, Konizität, Gratbildung oder Werkzeugverschleiß führen, wenn die Bohrmethode nicht richtig ausgewählt wird.
Typische industrielle Funktion | Warum Tiefbohrungen erforderlich sind |
|---|---|
Schmierkanal | Erfordert einen langen internen Durchgang mit zuverlässiger Flusskontinuität |
Kühlmittel- oder Fluidtransferweg | Erfordert kontrollierten Durchmesser, Geradheit und eine saubere Innenoberfläche |
Hydraulische oder pneumatische Bohrung | Verlangt stabile Geometrie und reduziertes Gratrisiko an Kreuzungspunkten |
Sensorzugangsloch | Kann lange, schmale und präzise positionierte Bohrungen erfordern |
Interne Bohrung zur Gewichtsreduzierung | Erfordert große Bearbeitungstiefe ohne Kompromisse bei der strukturellen Konsistenz |
Fallkontext: Industrieanlagen-Komponente mit langer Edelstahlbohrung
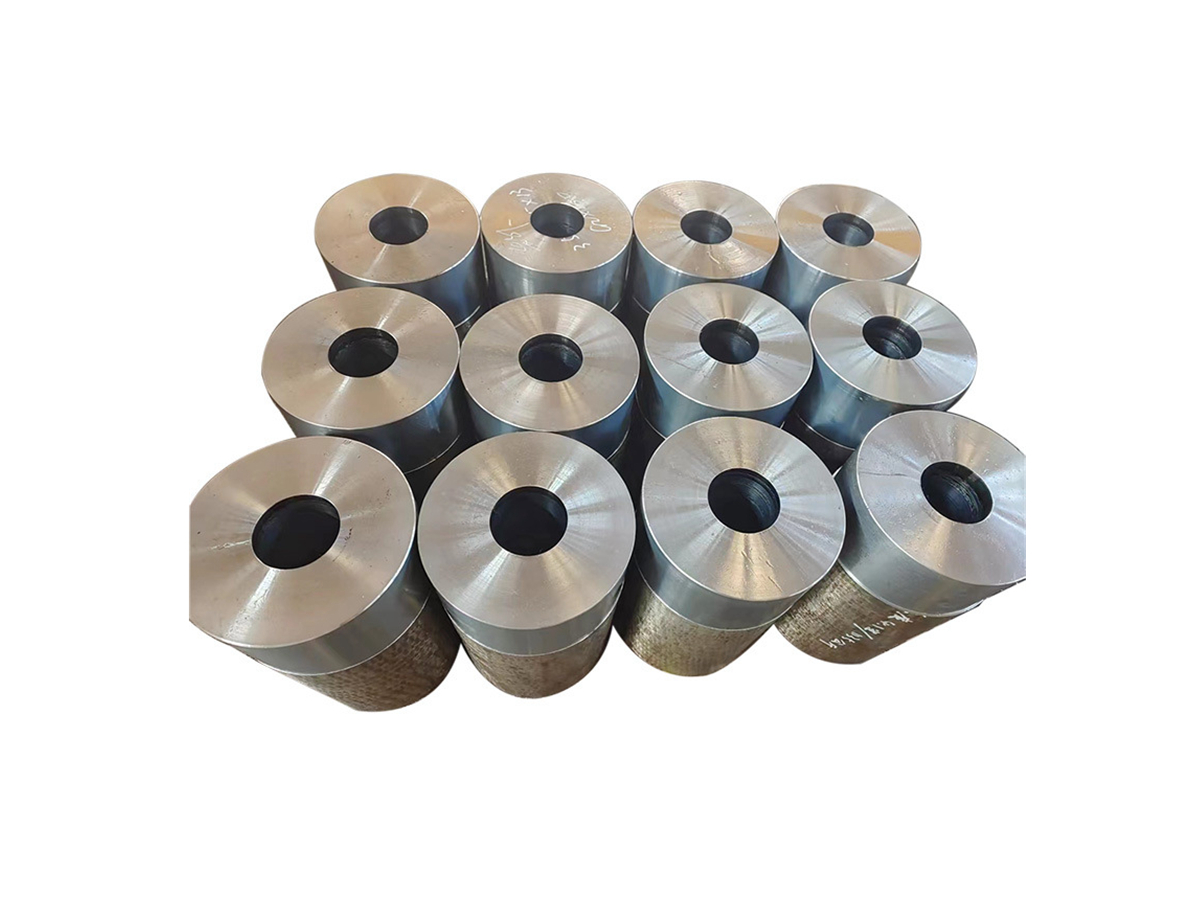
Ein typischer Fall in Industrieanlagen betrifft eine wellenartige oder blockartige Edelstahlkomponente, die eine oder mehrere lange axiale oder versetzte Bohrungen erfordert. Das Teil kann externe Befestigungsmerkmale, Seitenlöcher, Gewindeschnittstellen, Dichtflächen und einen tiefen internen Kanal umfassen, der mit anderer Funktionsgeometrie ausgerichtet sein muss. Bei dieser Art von Projekt ist der Bohrprozess nicht unabhängig vom Rest des Teils. Die Bohrung muss so hergestellt werden, dass sie spätere Bearbeitungen, Montage, Reinigung und Inspektion unterstützt.
Aus Käufersicht liegt die Hauptsorge meist nicht nur darin, ob die Bohrung gebohrt werden kann. Die Sorge gilt vielmehr, ob sie effizient und genau genug gebohrt werden kann, um die endgültige Gerätefunktion zu unterstützen. Dazu gehören die Geradheit der Bohrung, die Tiefenkonsistenz, die Gratkontrolle an sich kreuzenden Löchern, die Qualität der Innenoberfläche und ob der Prozess über Chargen hinweg ohne unvorhersehbare Schwankungen wiederholt werden kann.
Warum Effizienz beim Tiefbohrservice wichtig ist
Effizienz beim Tiefbohren bedeutet nicht nur schnelleres Bohren. In vielen Projekten für Industrieanlagen bedeutet echte Effizienz, Instabilitäten zu reduzieren, das Ausschussrisiko zu senken, Rüstzeiten zu verkürzen und Nacharbeiten zu vermeiden, die durch Bohrungsabweichungen oder schlechte Innenqualität verursacht werden. Ein Prozess, der theoretisch schnell erscheint, kann teuer werden, wenn er inkonsistente Bohrungen, übermäßige Grate oder Probleme in nachgelagerten Montageschritten verursacht.
Bei Edelstahlteilen verbessert ein stabiler Bohrweg oft die Gesamteffizienz mehr als ein aggressiverer, aber riskanterer Schnittansatz. Wenn die Bohrung kritisch für die Funktion des Teils ist, profitieren Käufer mehr von einer kontrollierten und wiederholbaren Methode als von der nominalen Zykluszeit allein. Dies gilt insbesondere für kundenspezifische Aufträge, bei denen Materialkosten, Inspektionsaufwand und Liefertermine eine Rolle spielen.
Effizienzfaktor | Warum dies die Projektkosten beeinflusst |
|---|---|
Stabilität der Bohrgeradheit | Reduziert Ausschuss und sekundäre Korrekturarbeiten |
Kontrolle der Spanabfuhr | Verbessert die Werkzeugstandzeit und die Konsistenz der Innenoberfläche |
Gratreduzierung | Verringert den manuellen Nachbearbeitungs- und Reinigungsaufwand |
Stabile Rüststrategie | Schützt die Positionsbeziehung zu externen Merkmalen |
Wiederholbare Inspektionsergebnisse | Unterstützt einen reibungsloseren Chargenfreigabeprozess und senkt das Qualitätsrisiko |
Genauigkeitsrisiken beim Tiefbohren von Edelstahl
Das Genauigkeitsrisiko beim Tiefbohren von Edelstahl resultiert meist aus der Kombination von Materialverhalten und geometrischer Tiefe. Edelstahl kann zu Kaltverfestigung und Wärmekonzentration führen, was es schwieriger macht, den Bohrpfad über eine lange Distanz stabil zu halten. Wenn der Prozess nicht gut kontrolliert wird, kann die Bohrung abweichen, konisch werden oder lokale innere Schäden aufweisen, die später den Fluidfluss, die Abdichtung oder die Teil-zu-Teil-Konsistenz beeinträchtigen.
Ein weiteres häufiges Problem ist die Gratbildung dort, wo tiefe Bohrungen Querbohrungen kreuzen oder an Dichtschnittstellen austreten. Selbst wenn die Hauptbohrungsgröße akzeptabel ist, können sekundäre Grate Montage- oder Flussprobleme verursachen. Aus diesem Grund sollte der Tiefbohrservice zusammen mit der vollständigen Teilgeometrie geplant und nicht als separater, isolierter Schritt behandelt werden.
Prozessplanung für Edelstahl-Tiefbohrteile
Ein zuverlässiger Prozessplan für Edelstahl-Tiefbohrteile beginnt normalerweise mit der vollständigen Teilfunktion, nicht nur mit der Bohrtiefe. Die technische Prüfung sollte die Bohrungsrichtung, die Eintrittsbedingung, die Kreuzung mit anderen Löchern, ob das Teil später Gewinde- oder Dichtmerkmale erhält, sowie die Art und Weise berücksichtigen, wie die Bohrung nach dem Bohren inspiziert und gereinigt wird. Wenn das Teil auch eine präzise Außengeometrie erfordert, sollte der Bohrweg mit der übergeordneten Sequenz der Präzisionsbearbeitung koordiniert werden.
In vielen kundenspezifischen Projekten hängt die Bohrstrategie auch davon ab, ob es sich bei dem Teil um einen Prototyp, eine Kleinserie oder ein Serienteil handelt. Bei Validierungsteilen in frühen Phasen liegt der Fokus möglicherweise auf Risikominderung und Prozessbestätigung. Bei wiederkehrenden Teilen für Industrieanlagen verlagert sich der Fokus auf Prozessstabilität, Zykluseffizienz und konsistente Chargenausgabe.
Was Käufer vor der Angebotsanfrage bestätigen sollten
Um ein Projekt für Edelstahl-Tiefbohrungen genau zu evaluieren, sollten Käufer mehr als nur die äußere Form des Teils bereitstellen. Der Lieferant benötigt genügend Informationen, um die funktionale Bedeutung der Bohrung und ihre Interaktion mit der restlichen Geometrie zu verstehen.
Erforderliche RFQ-Informationen | Warum dies wichtig ist |
|---|---|
3D-CAD-Datei | Zeigt Bohrungsrichtung, kreuzende Merkmale und die vollständige Teilgeometrie |
2D-Zeichnung mit Toleranzen | Definiert Durchmesser, Tiefe, Position und zugehörige Toleranzen |
Edelstahlgüte | Beeinflusst Bohrstrategie, Werkzeugverschleiß und Prozessstabilität |
Menge | Ändert das Gleichgewicht zwischen flexibler Einrichtung und Wiederholeffizienz |
Oberflächen- oder Reinheitsanforderung | Hilft bei der Definition von Erwartungen für die Reinigung nach dem Bohren und die Gratfreiheit |
Anwendungsfunktion | Klärt, ob die Bohrung für den Durchfluss, die Ausrichtung, die Gewichtsreduzierung oder die Montage dient |
Inspektionsanforderung | Bestimmt, ob zusätzliche dimensionale Unterstützung oder Berichterstattung erforderlich ist |
Für Käufer, die Bohroptionen vergleichen, kann es auch nützlich sein, breitere Routing-Fragen durch EDM-Tiefbohrservices – Hochpräzise kundenspezifische Teile zu prüfen, wenn das Teil schwierige Startbedingungen oder besonders anspruchsvolle Bohrmerkmale aufweist. Für viele industrielle Edelstahlkomponenten bleibt die Hauptentscheidung jedoch, wie der Tiefbohrservice effizient und konsistent innerhalb des gesamten Bearbeitungswegs ausgeführt werden kann.
Inspektionspunkte, die Effizienz und Genauigkeit unterstützen
Die Inspektion im Rahmen des Tiefbohrservices sollte mehr als nur den Nenndurchmesser bestätigen. Bei Teilen für Industrieanlagen lauten die wichtigen Fragen normalerweise, ob die Bohrtiefe korrekt ist, ob das Loch für die vorgesehene Funktion ausreichend gerade bleibt, ob Kreuzungsbereiche frei von inakzeptablen Graten sind und ob die Beziehung zwischen der Bohrung und externen Referenzmerkmalen innerhalb der Projektanforderungen bleibt.
Wenn die Inspektion korrekt geplant wird, verbessert sie sowohl die Qualität als auch die LieferEffizienz. Sie reduziert die Wahrscheinlichkeit, dass nachgelagerte Bearbeitungen oder Montagen zu spät im Prozess ein verstecktes Bohrproblem entdecken. Dies ist besonders wichtig bei Edelstahlprojekten, bei denen die Kosten für die Neuanfertigung eines fehlgeschlagenen Teils viel höher sein können als die Kosten für die erstmalige korrekte Verifizierung der Bohrung.
Wie der Tiefbohrservice Projekte für Industrieanlagen unterstützt
Für Komponenten von Industrieanlagen ist der Tiefbohrservice wertvoll, da er interne Funktionsgeometrien unterstützt, die durch allgemeine Bearbeitung allein nicht immer effizient hergestellt werden können. Er hilft bei der Erstellung langer Fluidwege, interner Zugangsmerkmale, kontrollierter Bohrungen und funktionaler Kanäle unter Beibehaltung der breiten Zuverlässigkeit, die von Edelstahl-Ausrüstungsteilen erwartet wird. In Kombination mit einer stabilen Prozessplanung hilft dieser Service, das Fertigungsrisiko bei Teilen zu reduzieren, bei denen die innere Geometrie genauso wichtig ist wie die äußere Form.
Aus diesem Grund verwenden viele kundenspezifische Projekte das Tiefbohren nicht als isolierten Spezialschritt, sondern als Teil eines breiteren Fertigungswegs, der CNC-Bearbeitung, Präzisionsfinish und eine inspektionsbasierte Freigabe umfassen kann. Der Bohrprozess wird am wertvollsten, wenn er in die gesamte Teilstrategie integriert ist und nicht nur als locherstellende Operation angeboten wird.
Angebot für Edelstahl-Tiefbohrteile anfordern
Wenn Ihr Projekt für Industrieanlagen lange interne Bohrungen, Fluidkanäle oder schmale Edelstahl-Bohrmerkmale umfasst, die eine bessere Kontrolle erfordern als das Standardbohren bieten kann, ist der Tiefbohrservice möglicherweise der richtige Weg. Das effizienteste RFQ-Paket enthält normalerweise das 3D-Modell, 2D-Toleranzen, die Edelstahlgüte, die Menge, eine funktionale Beschreibung der Bohrung sowie eventuelle Inspektions- oder Reinheitsanforderungen.
Für kundenspezifische Edelstahlteile, bei denen Bohrgenauigkeit, Innenqualität und wiederholbare Lieferung wichtig sind, kann ein gut geplanter Tiefbohrservice sowohl die Fertigungseffizienz als auch die Zuverlässigkeit des Endteils verbessern.
