Deutsch
Maßgeschneiderter Online Kupfer CNC-Bearbeitungsservice
Unser maßgeschneiderter Online Kupfer CNC-Bearbeitungsservice bietet präzise Bearbeitung von Kupferteilen mit hoher Genauigkeit und Qualität. Wir bewältigen komplexe Designs mit fortschrittlicher CNC-Technologie und bieten schnelle Durchlaufzeiten sowie maßgeschneiderte Lösungen, die auf Ihre Projektanforderungen zugeschnitten sind.
- Kupfer CNC Rapid Prototyping Service
- Kupfer CNC Bearbeitung bei niedrigen Stückzahlen
- Kupfer CNC Bearbeitung Massenproduktion
- One-Stop Kupferbearbeitungsservice
Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Wissenswertes zur Kupfer CNC-Bearbeitung
Die Kupfer CNC-Bearbeitung umfasst präzises Schneiden und Formen von Kupferwerkstoffen unter Verwendung fortschrittlicher CNC-Technologie. Sie bietet ausgezeichnete Leitfähigkeit und Bearbeitbarkeit, ideal für elektrische und thermische Anwendungen. Geeignete Bearbeitungsparameter und Werkzeugwahl sind entscheidend, um hochwertige und präzise Kupferteile zu erzielen.
Typische Kupferlegierungen für die CNC-Bearbeitung
Typische Kupferlegierungen für die CNC-Bearbeitung umfassen Kupfer C101, C110, Berylliumkupfer und Messing. Diese Legierungen werden aufgrund ihrer hervorragenden elektrischen Leitfähigkeit, Korrosionsbeständigkeit und Bearbeitbarkeit ausgewählt. Übliche Anwendungen sind elektrische Steckverbinder, Wärmetauscher, Industrieanlagen und Luftfahrtkomponenten.
Oberflächenbehandlung für CNC-bearbeitete Kupferteile
Die Oberflächenbehandlung für CNC-bearbeitete Kupferteile umfasst Prozesse wie Galvanisieren, Eloxieren, Passivieren und Polieren. Diese Behandlungen verbessern die Korrosionsbeständigkeit, erhöhen die Haltbarkeit und sorgen für eine glatte Oberfläche. Sie werden häufig in Elektronik, Luftfahrt und Automobilindustrie eingesetzt, um optimale Leistung zu gewährleisten.

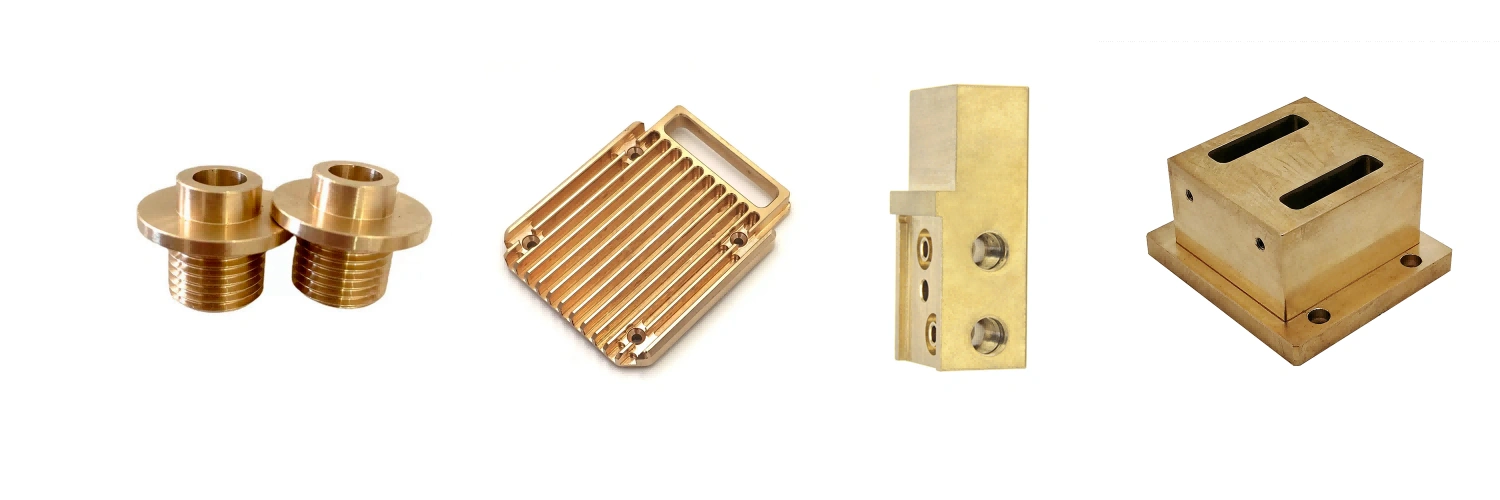
Galerie CNC-bearbeiteter Kupferteile
Entdecken Sie unsere Galerie CNC-bearbeiteter Kupferteile, die hochpräzise Komponenten aus hochwertigen Kupferlegierungen zeigt. Von elektrischen Steckverbindern bis zu Luftfahrtkomponenten hebt unsere Galerie die Vielseitigkeit und Qualität unserer maßgeschneiderten Kupferbearbeitungslösungen für verschiedene Branchen hervor.




Starten Sie noch heute ein neues Projekt
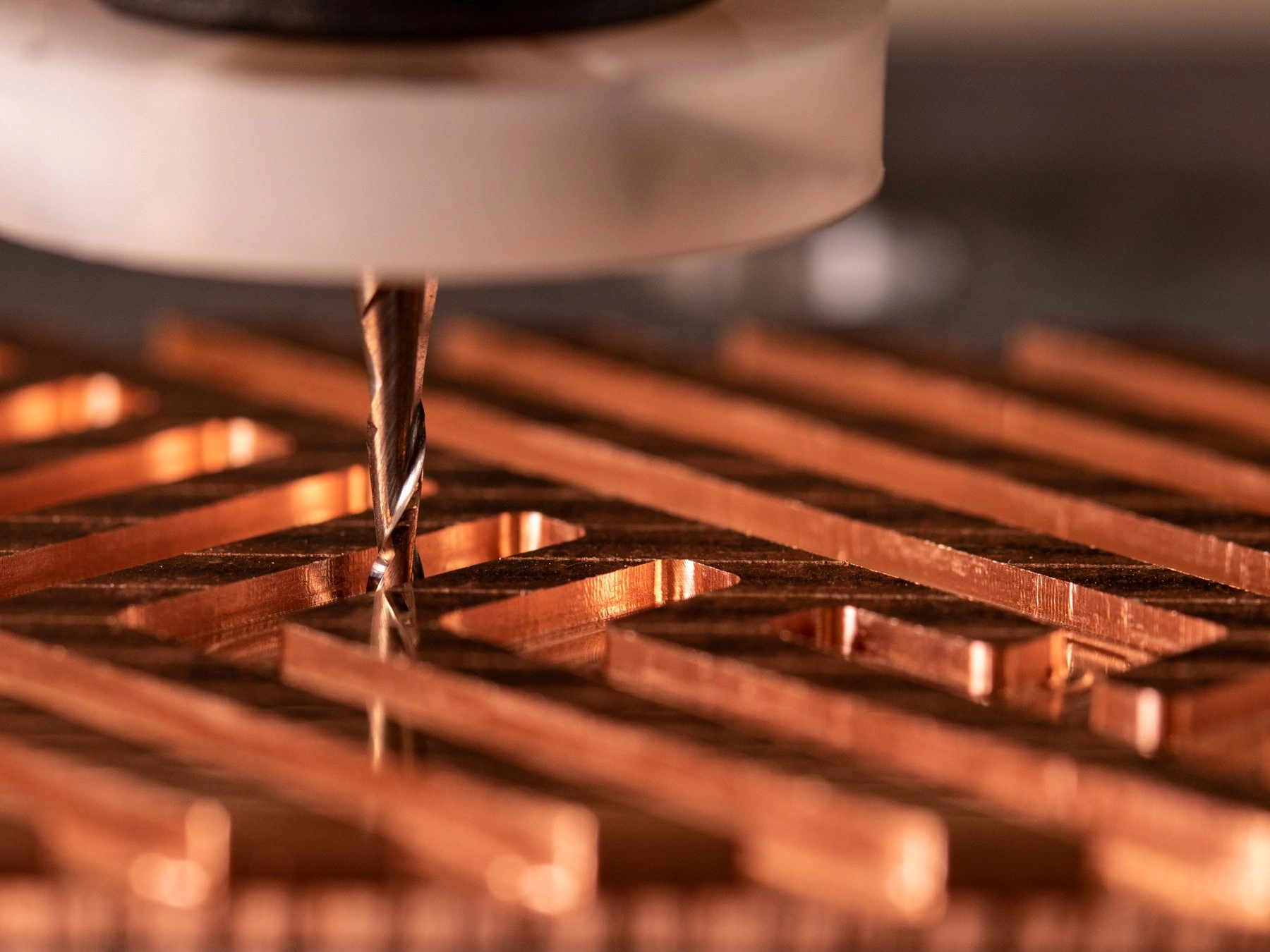
Empfehlungen zu Bearbeitungsparametern für Kupferlegierungen CNC
Die CNC-Bearbeitung von Kupferlegierungen erfordert optimierte Parameter für Effizienz und Qualität. Wichtige Faktoren sind Spindeldrehzahl, Schnitttiefe, Vorschub, Kühlmitteltyp und Werkzeugmaterial. Richtige Anpassungen gewährleisten ein sanftes Fräsen, minimieren Werkzeugverschleiß und erzielen präzise, hochwertige Kupferkomponenten.
Toleranzvorschläge für Kupfer CNC-Bearbeitung
Toleranzvorschläge für die Kupfer CNC-Bearbeitung gewährleisten Präzision und Funktionalität der Teile. Allgemeine Toleranzen wie ±0,1 mm sind Standard, während engere Präzisionstoleranzen, Wandstärken und Teilegrößen die Qualität sicherstellen. Diese Richtlinien optimieren die Bearbeitung, reduzieren Werkzeugverschleiß und verbessern die Produktkonsistenz.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.