Deutsch
Präziser Online Edelstahl CNC-Bearbeitungsservice
Unser präziser Online-Edelstahl CNC-Bearbeitungsservice liefert qualitativ hochwertige, maßgeschneiderte Teile mit engen Toleranzen. Wir nutzen fortschrittliche CNC-Technologie, um für eine Vielzahl von Branchen genaue und effiziente Lösungen zu bieten und dabei Langlebigkeit, Leistung und termingerechte Lieferung sicherzustellen.
- Edelstahl CNC Rapid Prototyping Service
- Edelstahl CNC Fertigung in Kleinserien
- Edelstahl CNC Serienfertigung
- One-Stop Edelstahl Bearbeitungsservice
Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Wissen über Edelstahl CNC-Bearbeitung
Edelstahl CNC-Bearbeitung umfasst das präzise Schneiden, Formen und Fertigstellen von Edelstahlkomponenten mittels fortschrittlicher CNC-Technologie. Sie bietet hohe Festigkeit, Korrosionsbeständigkeit und Haltbarkeit, was sie ideal für Branchen macht, die starke, zuverlässige und präzise Metallteile benötigen.

Häufig verwendeter Edelstahl im CNC-Bereich
Häufig verwendete Edelstähle im CNC-Bereich umfassen Legierungen wie SUS201, SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS431, SUS440C, SUS440A, SUS630 (17-4PH), SUS304L, SUS309, SUS310, SUS317, SUS321, SUS410, SUS904L und SUS2205. Diese Materialien bieten ausgezeichnete Korrosionsbeständigkeit, Festigkeit und Haltbarkeit, was sie ideal für Branchen wie Luftfahrt, Automobil, Medizin und Lebensmittelverarbeitung macht.
Oberflächenbehandlung für CNC-bearbeitete Edelstahlteile
Die Oberflächenbehandlung für CNC-bearbeitete Edelstahlteile verbessert Haltbarkeit, Korrosionsbeständigkeit und Ästhetik. Übliche Behandlungen umfassen Passivierung, Galvanisieren, Anodisieren und Polieren. Diese Prozesse steigern die Leistungsfähigkeit des Materials und machen es geeignet für raue Umgebungen und hochpräzise Anwendungen.
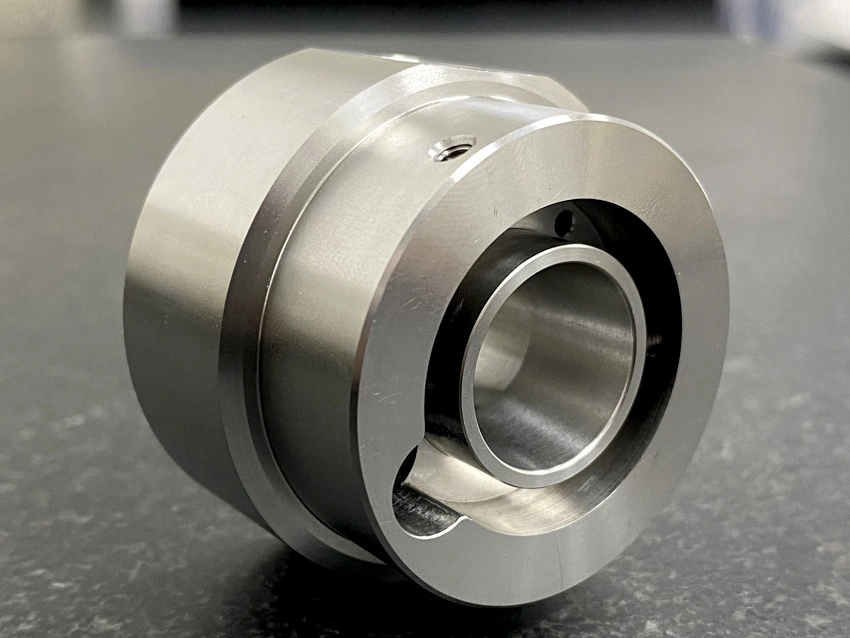
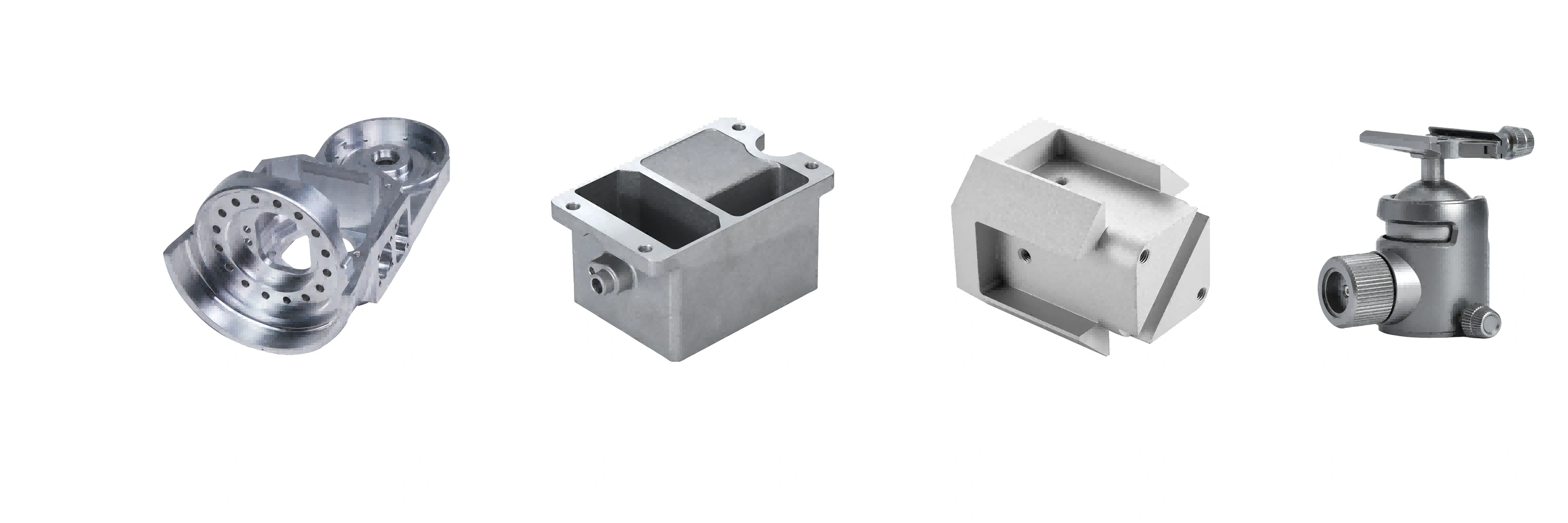
Maßgeschneiderte CNC-bearbeitete Edelstahlteile
Maßgeschneiderte CNC-bearbeitete Edelstahlteile werden für spezifische Designs und Anwendungen gefertigt und bieten hohe Präzision und Haltbarkeit. Mit moderner CNC-Technologie sind diese Teile ideal für Branchen wie Luft- und Raumfahrt, Automobilindustrie, Medizin und Fertigung, um optimale Leistung und Zuverlässigkeit sicherzustellen.








Starten Sie noch heute ein neues Projekt
Fertigungsempfehlungen für Edelstahl
Fertigungsempfehlungen für Edelstahl konzentrieren sich auf die Optimierung von Toleranzen, Bauteilgrößen, Produktionsvolumen und Lieferzeiten. Wichtige Aspekte sind Präzisionstoleranzen, Mindestwandstärke und geeignete Werkzeuge, um eine qualitativ hochwertige und kosteneffiziente Produktion für Branchen wie Luftfahrt, Automobil und Medizin zu gewährleisten.
Parameterempfehlungen für die CNC-Bearbeitung von Edelstahl
Parameterempfehlungen für die CNC-Bearbeitung von Edelstahl konzentrieren sich auf die Optimierung von Spindelleistung, Schnitttiefe, Vorschubgeschwindigkeit und Werkzeugmaterialien, um Effizienz, Präzision und Teilequalität zu verbessern. Diese Parameter sind entscheidend für eine gleichbleibende Leistung und die Reduzierung des Werkzeugverschleißes bei komplexen Edelstahlteilen.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.