Deutsch
Präzisions-Funkenerosion (EDM) Dienstleistung
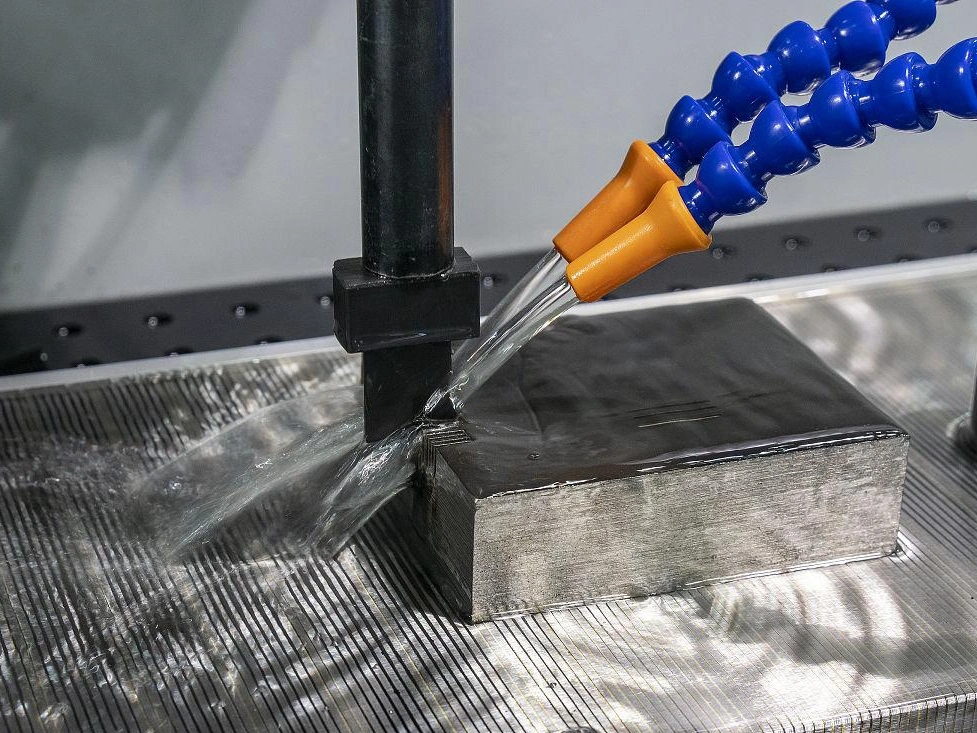
Präzisions-Funkenerosion (EDM) nutzt kontrollierte elektrische Funken zur präzisen Bearbeitung harter Materialien und komplexer Formen. Ideal für filigrane Designs, enge Toleranzen und schwer bearbeitbare Werkstoffe, gewährleistet EDM hohe Genauigkeit, glatte Oberflächen und minimale Materialverformung in der Fertigung.
- Schneller EDM-Prototyping-Service
- EDM-Kleinserienfertigung
- EDM-Massenproduktion
- EDM One-Stop-Service
Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
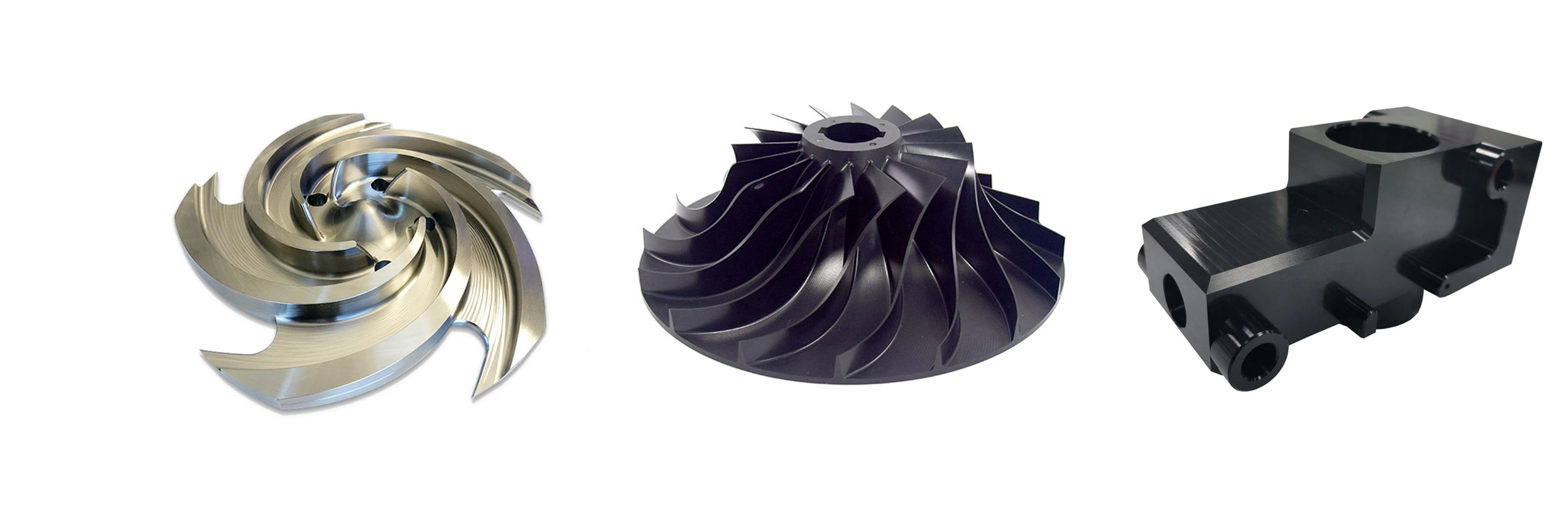
Anwendungen der Funkenerosion (EDM)
Präzise EDM-Anwendungen umfassen die Herstellung komplexer, hochpräziser Bauteile durch Abtragen harter Materialien mittels elektrischer Funken. Ideal für komplexe Formen, enge Toleranzen und robuste Werkstoffe. EDM wird breit in Luftfahrt, Medizin, Automobil- und Werkzeugbau eingesetzt.
Materialien für Funkenerosion
Funkenerosion (EDM) wird verwendet, um harte Materialien wie Superlegierungen, Titan und Edelstahl präzise zu bearbeiten. Ebenso geeignet für leitfähige Metalle wie Aluminium, Kupfer, Messing und Bronze. EDM kann vielfältige Materialien bearbeiten, darunter Kohlenstoffstahl, Kunststoffe und Keramik, und bietet Vielseitigkeit bei der Herstellung komplexer Bauteile mit hoher Präzision und minimaler Materialbeanspruchung.

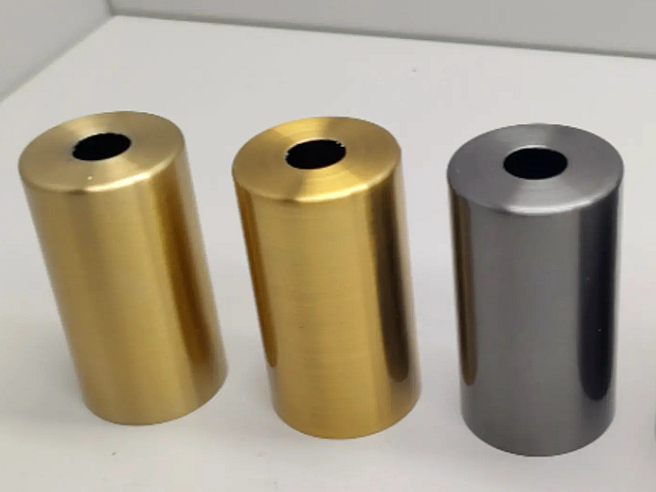
Oberflächenbehandlung für EDM-Teile
Oberflächenbehandlungen für EDM-Teile erhöhen Haltbarkeit, Korrosionsbeständigkeit und Ästhetik. Verfahren wie Polieren, Beschichtung und Nitrieren verbessern die Oberflächenintegrität, verringern Verschleiß und verlängern die Lebensdauer von EDM-Bauteilen, um optimale Leistung in anspruchsvollen Industrieanwendungen zu gewährleisten.

Erfahren Sie mehr
Verbesserte Wärmebeständige Thermobeschichtung zum verbesserten Oberflächenschutz

Erfahren Sie mehr
Bearbeiteter Oberflächenzustand

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD (Physical Vapor Deposition)

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
Passivierung

Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarze Oxidschicht

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Thermische Schutzbeschichtung (TBC)

Erfahren Sie mehr
Kugelpolieren und Entgraten

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
UV-Beschichtung

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflon-Beschichtung
Starten Sie noch heute ein neues Projekt
EDM-Bearbeitung Toleranzvorschläge
Toleranzvorschläge für EDM-Bearbeitung bieten Leitlinien zur Erreichung hoher Präzision bei komplexen Bauteilen. Durch Auswahl geeigneter Toleranzen – z. B. ±0,1 mm für allgemeine Anwendungen und ±0,005 mm für hochpräzise Teile – können Hersteller Leistung optimieren, Fehler minimieren und strenge Konstruktionsanforderungen erfüllen.
EDM-Konstruktionsrichtlinien
EDM-Konstruktionsrichtlinien gewährleisten eine effiziente und präzise Herstellung komplexer Bauteile. Durch Berücksichtigung von Faktoren wie Elektroden-Design, Radien, Lochplatzierung, Oberflächenfinish und Toleranzen können Hersteller optimale Ergebnisse erzielen, Werkzeugverschleiß reduzieren und hohe Präzisionsanforderungen erfüllen.
Frequently Asked Questions
Verwandte Blogs erkunden



Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.