Русский
Услуги ЧПУ по изготовлению индивидуальных деталей
Наш сервис прецизионного фрезерования ЧПУ по требованию разработан для соответствия самым строгим стандартам отраслей, требующих высококачественной, надежной и эффективной обработки суперсплавов, керамики, нержавеющей стали, алюминия и титана.
- Быстрое прототипирование ЧПУ
- Мелкосерийное производство ЧПУ
- Массовое производство ЧПУ
- Комплексные услуги ЧПУ
Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
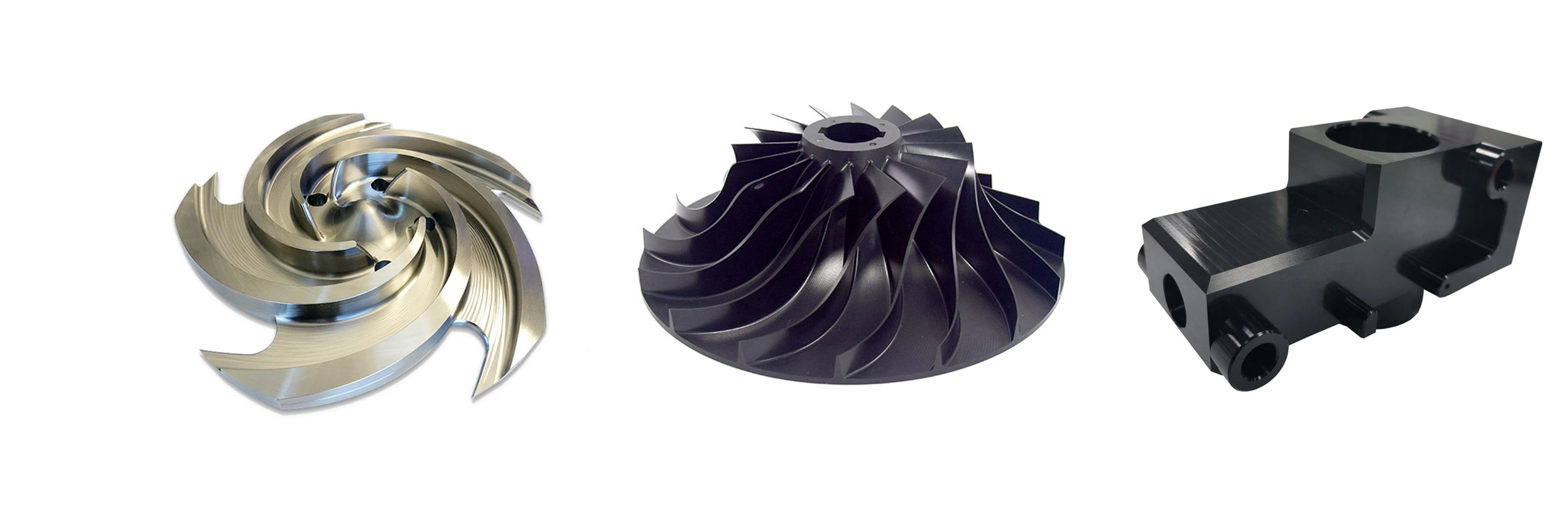
Производство индивидуальных компонентов ЧПУ
Мы предоставляем услуги фрезерования, токарной и многокоординатной прецизионной обработки ЧПУ. Освоены технологии обработки сложных материалов, включая высокотемпературные сплавы, железосодержащие металлы, пластики, керамику и другие. Также предлагаем комплексные услуги по обработке поверхности с проверенными партнерами.

Наш сервис ЭДМ точно вырезает сложные формы, подрезные структуры, высокотемпературные сплавы и другие труднообрабатываемые материалы с максимальным допуском +/-0,005 мм.

Наш сервис обработки ЧПУ обеспечивает высокоточные индивидуальные детали из суперсплавов, металлов, пластмасс и керамики, с быстрым прототипированием и производством по требованию.

Мы предлагаем услугу фрезерования ЧПУ по требованию с высокой точностью обработки (+/-0,001 дюйма) для сложных деталей, используя 3-, 4- и 5-осевые возможности.

Индивидуальные услуги токарной обработки ЧПУ обеспечивают точные цилиндрические детали с жесткими допусками, идеально подходящие для суперсплавов, металлов, пластмасс, керамики и высокоэффективных материалов.

Наш сервис глубокого сверления ЧПУ предлагает точное создание отверстий с жесткими допусками, подходящими для различных материалов и применений. Максимальное отношение глубины к диаметру 100:1.

Наш сервис расточки ЧПУ обеспечивает точное расширение и обработку отверстий, гарантируя высокую точность для крупных и сложных деталей. Также доступна обработка внутренних шлицев и канавок.

Услуги шлифования ЧПУ гарантируют ультраточные поверхности и жесткие допуски для сложных форм, обеспечивая высококачественные результаты при обработке керамики, металлов и суперсплавов.

Наш сервис многоосевой обработки использует 4- и 5-осевые ЧПУ для производства сложных, высокоточных деталей со сложной геометрией и жесткими допусками.

Наш сервис прецизионной обработки обеспечивает детали с жесткими допусками и исключительной точностью для удовлетворения самых требовательных спецификаций в различных материалах и отраслях.
Наш сервис ЭДМ точно вырезает сложные формы, подрезные структуры, высокотемпературные сплавы и другие труднообрабатываемые материалы с максимальным допуском +/-0,005 мм.
Наш сервис обработки ЧПУ обеспечивает высокоточные индивидуальные детали из суперсплавов, металлов, пластмасс и керамики, с быстрым прототипированием и производством по требованию.
Мы предлагаем услугу фрезерования ЧПУ по требованию с высокой точностью обработки (+/-0,001 дюйма) для сложных деталей, используя 3-, 4- и 5-осевые возможности.
Индивидуальные услуги токарной обработки ЧПУ обеспечивают точные цилиндрические детали с жесткими допусками, идеально подходящие для суперсплавов, металлов, пластмасс, керамики и высокоэффективных материалов.
Наш сервис глубокого сверления ЧПУ предлагает точное создание отверстий с жесткими допусками, подходящими для различных материалов и применений. Максимальное отношение глубины к диаметру 100:1.
Наш сервис ЭДМ точно вырезает сложные формы, подрезные структуры, высокотемпературные сплавы и другие труднообрабатываемые материалы с максимальным допуском +/-0,005 мм.
Наш сервис обработки ЧПУ обеспечивает высокоточные индивидуальные детали из суперсплавов, металлов, пластмасс и керамики, с быстрым прототипированием и производством по требованию.
Мы предлагаем услугу фрезерования ЧПУ по требованию с высокой точностью обработки (+/-0,001 дюйма) для сложных деталей, используя 3-, 4- и 5-осевые возможности.
Индивидуальные услуги токарной обработки ЧПУ обеспечивают точные цилиндрические детали с жесткими допусками, идеально подходящие для суперсплавов, металлов, пластмасс, керамики и высокоэффективных материалов.
Наш сервис глубокого сверления ЧПУ предлагает точное создание отверстий с жесткими допусками, подходящими для различных материалов и применений. Максимальное отношение глубины к диаметру 100:1.
Наш сервис расточки ЧПУ обеспечивает точное расширение и обработку отверстий, гарантируя высокую точность для крупных и сложных деталей. Также доступна обработка внутренних шлицев и канавок.
Услуги шлифования ЧПУ гарантируют ультраточные поверхности и жесткие допуски для сложных форм, обеспечивая высококачественные результаты при обработке керамики, металлов и суперсплавов.
Наш сервис многоосевой обработки использует 4- и 5-осевые ЧПУ для производства сложных, высокоточных деталей со сложной геометрией и жесткими допусками.
Наш сервис прецизионной обработки обеспечивает детали с жесткими допусками и исключительной точностью для удовлетворения самых требовательных спецификаций в различных материалах и отраслях.
Наш сервис ЭДМ точно вырезает сложные формы, подрезные структуры, высокотемпературные сплавы и другие труднообрабатываемые материалы с максимальным допуском +/-0,005 мм.
Наш сервис обработки ЧПУ обеспечивает высокоточные индивидуальные детали из суперсплавов, металлов, пластмасс и керамики, с быстрым прототипированием и производством по требованию.
Материалы для обработки ЧПУ
Мы обрабатываем высокотемпературные сплавы, такие как инконель, титановые сплавы и другие. Железосодержащие сплавы, включая нержавеющую сталь, углеродистую сталь и пр. Пластики: ABS, PC, POM, PEEK и т. д. Керамика: алюминий, цирконий и прочее. Основная специализация — обработка конструкционных деталей из высокотемпературных сплавов для аэрокосмической, газотурбинной и медицинской промышленности.

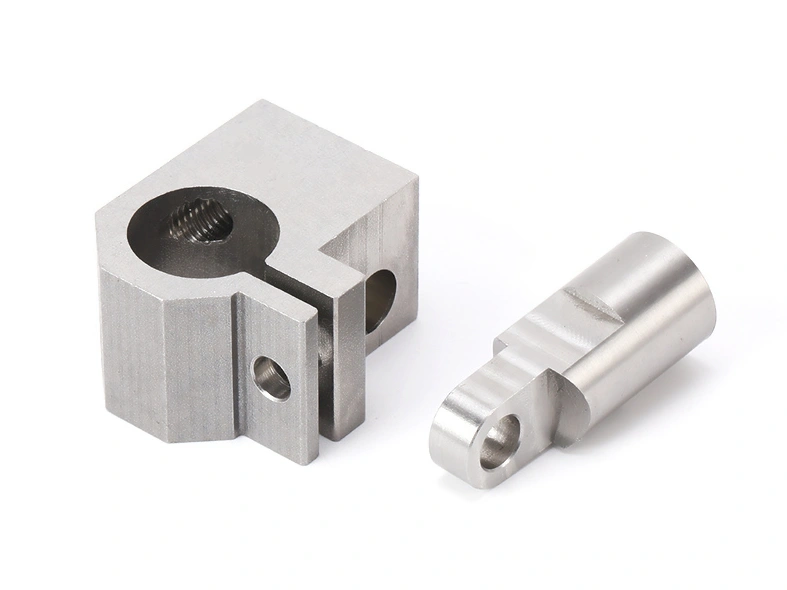
Применение деталей, изготовленных методом ЧПУ
Детали, изготовленные методом ЧПУ, широко используются в различных отраслях благодаря точности, долговечности и универсальности. Эти детали изготавливаются из суперсплавов, титана, алюминия, нержавеющей стали и пластмасс, что позволяет применять их в высокопроизводительных секторах, таких как аэрокосмическая, автомобильная промышленность, медицинские приборы, энергетика и робототехника. Обработка ЧПУ обеспечивает сложные геометрические формы, строгие допуски и эффективное производство. Идеально подходит для изготовления деталей двигателей, конструктивных элементов, медицинских инструментов и промышленного оборудования с высокой точностью и повторяемостью.

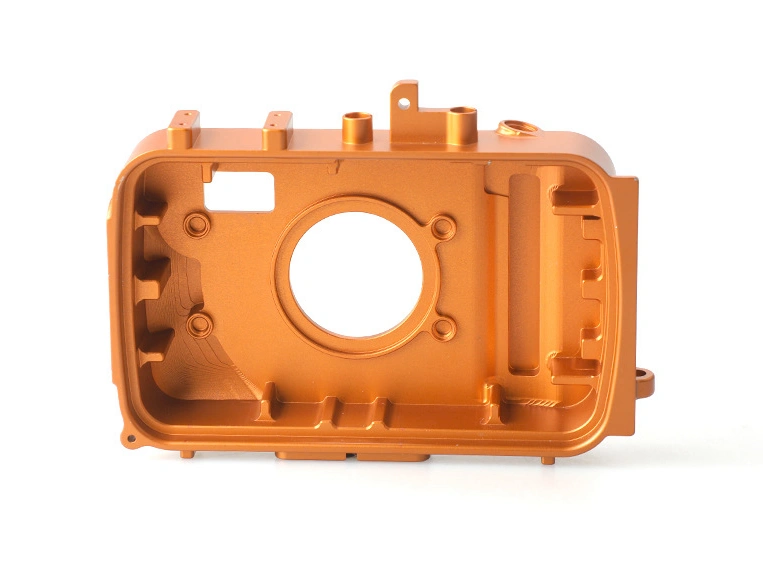
Обработка поверхности для деталей ЧПУ
Обработка поверхности деталей ЧПУ улучшает долговечность, производительность и эстетику за счет изменения поверхности материала. Стандартные методы включают анодирование, гальванизацию, покрытие, полировку и дробеструйную обработку. Эти обработки повышают коррозионную стойкость, износостойкость и твердость поверхности. Например, анодирование алюминия увеличивает его устойчивость к коррозии, а дробеструйная обработка улучшает усталостную прочность. Обработка поверхности критична для аэрокосмической, автомобильной и медицинской отраслей, где долговечность и надежность компонентов важны в тяжелых условиях эксплуатации.

Узнать больше
Термическое покрытие

Узнать больше
Обработка как есть

Узнать больше
Покраска

Узнать больше
PVD (Физическое осаждение паром)

Узнать больше
Пескоструйная обработка

Узнать больше
Гальваника

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка

Узнать больше
Пассивация

Узнать больше
Щеточная обработка

Узнать больше
Черный оксид

Узнать больше
Термическая обработка

Узнать больше
Термическое барьерное покрытие (TBC)

Узнать больше
Шаровая обработка

Узнать больше
Алодин

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
УФ-покрытие

Узнать больше
Лакирование

Узнать больше
Тефлоновое покрытие
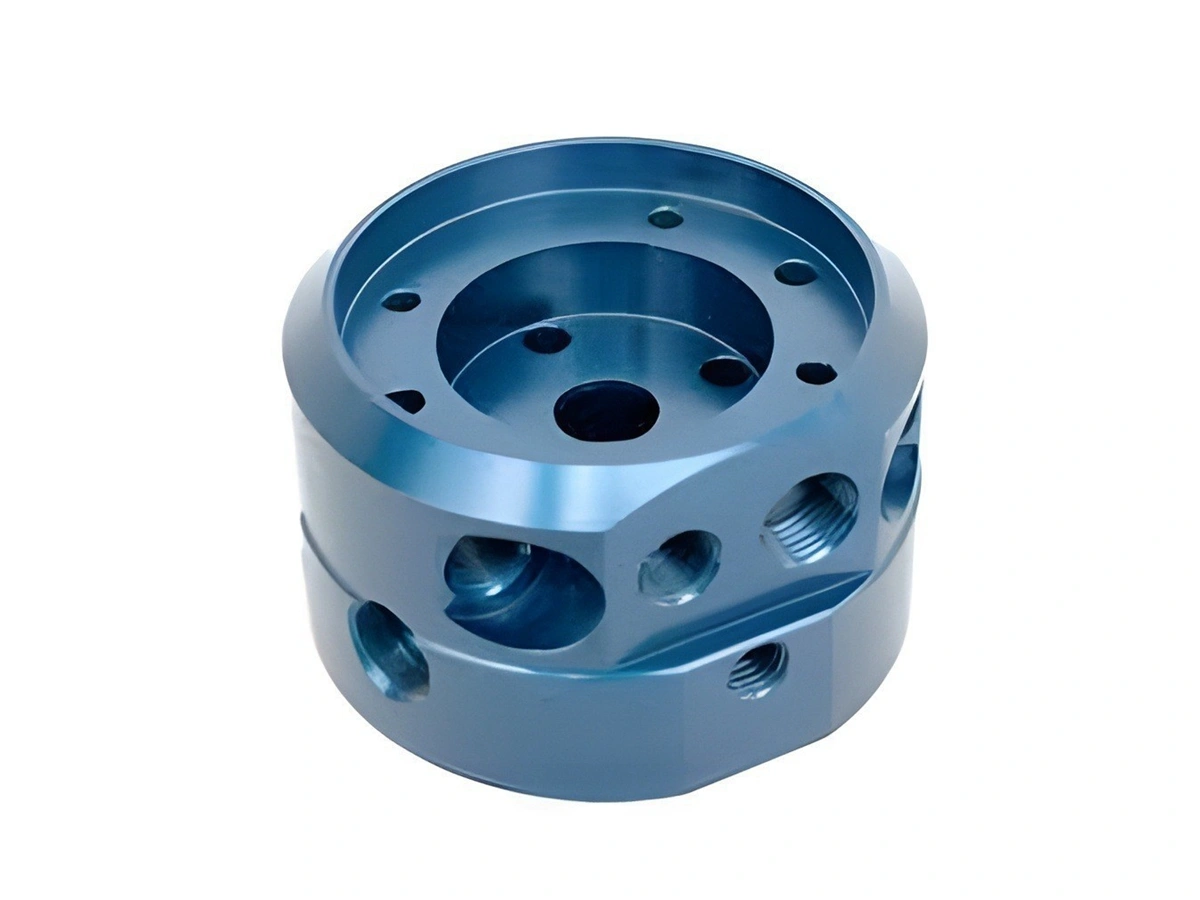
Кейсы по обработке компонентов ЧПУ
Изучите наши кейсы по обработке компонентов ЧПУ, демонстрирующие прецизионное производство для аэрокосмической, автомобильной, медицинской и других отраслей. Узнайте, как мы поставляем высококачественные индивидуальные детали из материалов, таких как инконель, титан, алюминий и другие.






Начните новый проект сегодня
Допуски обработки ЧПУ
Допуск обработки ЧПУ — это допустимое отклонение размеров детали в процессе обработки. Строгие допуски обеспечивают высокую точность, что критично для компонентов с точным прилеганием и функциональностью, особенно в аэрокосмической, автомобильной и медицинской отраслях.
Рекомендации по проектированию для ЧПУ
Рекомендации по проектированию для ЧПУ направлены на оптимизацию деталей для эффективного производства. Ключевые моменты: использование закругленных углов, поддержание разумного соотношения глубины и диаметра отверстий, минимизация слишком жестких допусков, обеспечение доступа инструмента, упрощение форм и учет веса и размеров детали. Эти стратегии сокращают время, стоимость и сложность обработки.
Frequently Asked Questions
Изучить связанные блоги



Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.