Русский
Индивидуальная онлайн-служба растачивания CNC
Наша индивидуальная онлайн-служба растачивания CNC предлагает точное растачивание сложных деталей с жесткими допусками и гладкой отделкой. Мы предоставляем онлайн-заказ, быстрый оборот и варианты кастомизации, обеспечивая высококачественные и экономичные решения для различных промышленных применений.
- Служба быстрой прототипизации растачивания
- Услуги малосерийного растачивания CNC
- Массовое производство растачивания CNC
- Комплексные услуги растачивания CNC

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Что такое изготовление растачивания CNC
Изготовление растачивания CNC включает точное увеличение и формирование существующих отверстий с помощью станков с ЧПУ. Этот процесс обеспечивает жесткие допуски, гладкую отделку и повышенную точность отверстий, что делает его идеальным для создания цилиндрических деталей, улучшения точности размеров и получения высококачественных результатов.

Основные материалы для прецизионного растачивания CNC
Растачивание CNC обычно выполняется на различных материалах, каждый из которых обладает уникальными свойствами. Суперсплавы и титан применяются для высокотемпературных условий, алюминий, медь, латунь и бронза обеспечивают отличную обрабатываемость и коррозионную стойкость. Углеродистая и нержавеющая сталь обеспечивают прочность и долговечность, а пластмассы и керамика подходят для легких и точных компонентов в специализированных отраслях.

Отделка поверхностей для деталей растачивания CNC
Отделка поверхностей для деталей растачивания CNC улучшает функциональность и внешний вид обработанных компонентов. Варианты включают полированную, шлифованную и гладкую отделку, обеспечивая жесткие допуски, снижение трения и оптимальную производительность. Эти отделки необходимы для прецизионных деталей в различных отраслях.

Узнать больше
Термическое покрытие

Узнать больше
Отделка после обработки

Узнать больше
Покраска

Узнать больше
PVD (Физическое осаждение из паровой фазы)

Узнать больше
Пескоструйная обработка

Узнать больше
Электроосаждение

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка

Узнать больше
Пассивация

Узнать больше
Щеточная обработка

Узнать больше
Черный оксид

Узнать больше
Термическая обработка

Узнать больше
Термоизоляционное покрытие (TBC)

Узнать больше
Тумблинг

Узнать больше
Алодин

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
УФ-покрытие

Узнать больше
Лакокрасочное покрытие

Узнать больше
Тефлоновое покрытие
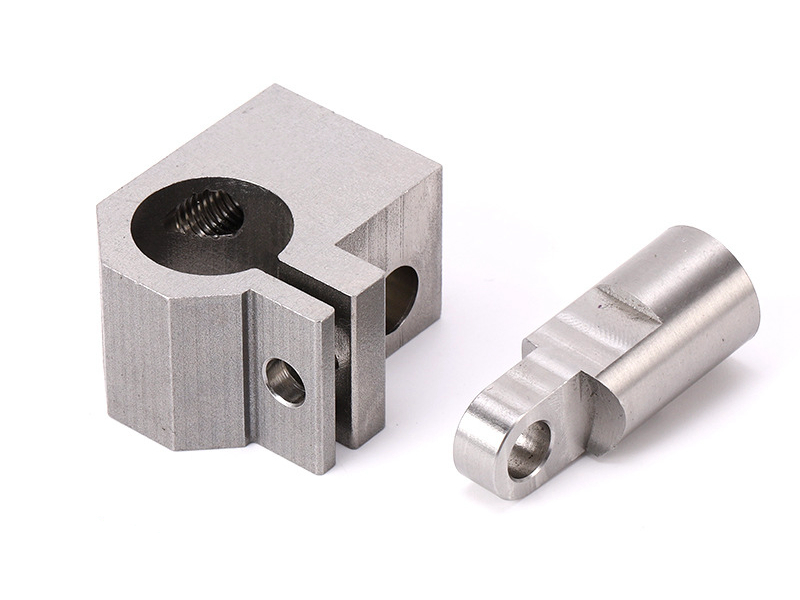
Галерея индивидуальных деталей растачивания CNC
Наша галерея индивидуальных деталей растачивания CNC демонстрирует прецизионно изготовленные компоненты, включая цилиндры, корпуса и валы, адаптированные для различных отраслей. Каждая деталь характеризуется жесткими допусками, гладкой отделкой и исключительным качеством, демонстрируя наш опыт в передовых решениях по растачиванию CNC.












Начните новый проект сегодня
Рекомендации по допускам растачивания CNC
Рекомендации по допускам растачивания CNC обеспечивают точность и стабильность при обработке. Для общих применений стандартный допуск составляет ±0,1 мм, а для высокоточных деталей требуется ±0,02 мм до ±0,05 мм. Эти рекомендации гарантируют оптимальную посадку, производительность и качество поверхности сложных компонентов.
Руководство по проектированию растачивания CNC
Руководство по проектированию растачивания CNC описывает основные лучшие практики для достижения точных и функциональных компонентов. Ключевые моменты включают оптимальные радиусы, размеры отверстий, толщину стенок, отделку поверхностей и доступ инструмента, обеспечивая точность, эффективность и качество операций растачивания CNC.
Frequently Asked Questions
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.