Русский
Решения по изготовлению индивидуальных деталей
Услуги по изготовлению деталей для потребительских товаров
Neway предоставляет комплексные услуги по изготовлению компонентов для потребительских товаров, включая обработку на ЧПУ, 3D-печать, вакуумное литьё, литьё под давлением и литьё пластмасс. Мы обеспечиваем высококачественные и долговечные компоненты, адаптированные под индустрию потребительских товаров, гарантируя точность, производительность и экономическую эффективность каждого изделия.

Механическая обработка деталей для потребительских товаров
Механическая обработка деталей для потребительских товаров включает точное изготовление компонентов с использованием различных ЧПУ-процессов, таких как фрезерование, токарная обработка, сверление и шлифование. Эти передовые методы обеспечивают высокую точность и качество для изделий, таких как электроника, бытовая техника и персональные устройства. Многоосевая обработка и электроэрозионная обработка обеспечивают повышенную точность для сложных форм, удовлетворяя требования современной индустрии потребительских товаров.

Выбор материалов для потребительских товаров
В производстве потребительских товаров материалы, такие как суперсплавы, титан, алюминий, медь, латунь, бронза, углеродистая сталь, нержавеющая сталь, пластик и керамика, необходимы для изготовления прочных, функциональных и эстетически привлекательных изделий, таких как кухонная утварь, электроника, игрушки и декоративные товары.

Типичные виды поверхностной обработки для потребительских товаров
Типичные виды поверхностной обработки для потребительских товаров включают покраску, гальваническое покрытие, анодирование и порошковое покрытие, которые улучшают эстетику и долговечность. Дополнительные процессы, такие как полировка, пассивация и УФ-покрытие, улучшают отделку и стойкость к износу. Для специальных нужд доступны PVD, пескоструйная обработка и тефлоновое покрытие, обеспечивающие улучшенные характеристики, а термическая обработка укрепляет материалы для длительного использования.

Узнать больше
Термическое покрытие

Узнать больше
Обработка без отделки

Узнать больше
Покраска

Узнать больше
PVD (Физическое осаждение из паровой фазы)

Узнать больше
Пескоструйная обработка

Узнать больше
Электроосаждение

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка

Узнать больше
Пассивация

Узнать больше
Щеточная обработка

Узнать больше
Чёрный оксид

Узнать больше
Термическая обработка

Узнать больше
Термическое барьерное покрытие (TBC)

Узнать больше
Тамблинг

Узнать больше
Алодин

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
УФ-покрытие

Узнать больше
Лакокрасочное покрытие

Узнать больше
Тефлоновое покрытие
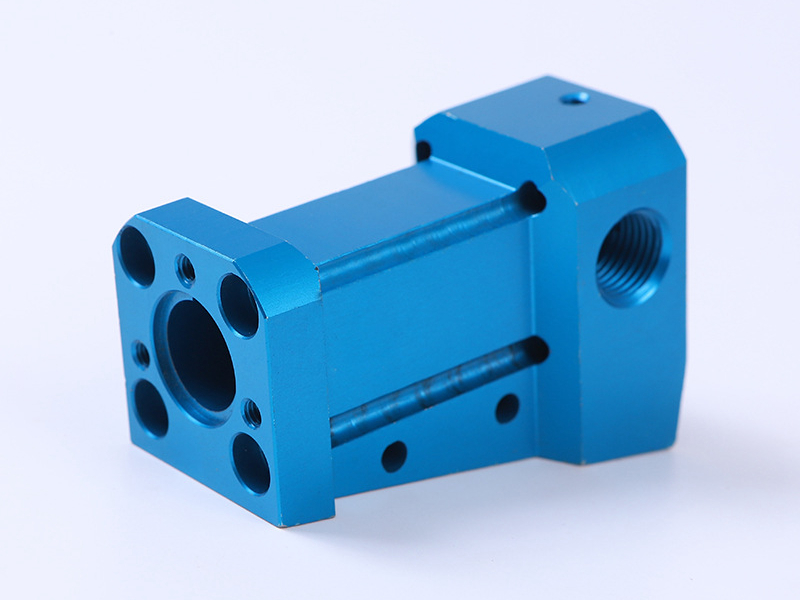
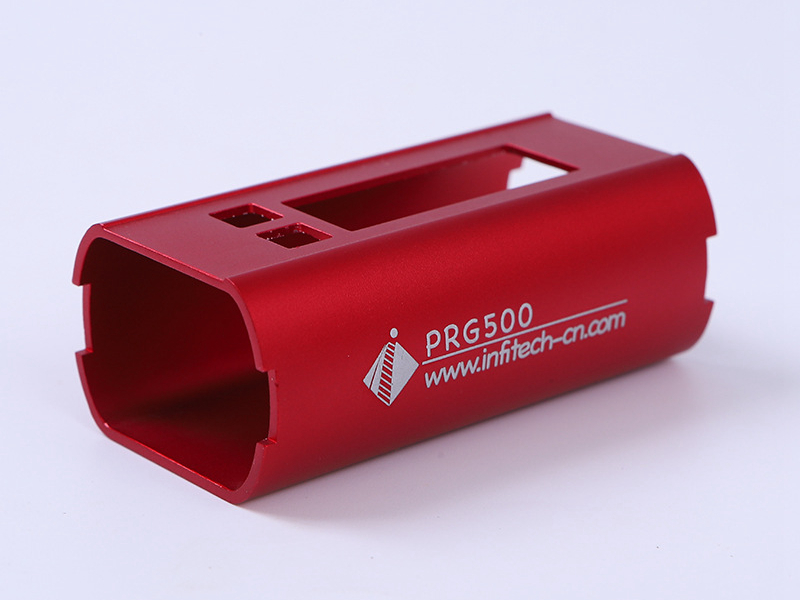
Компоненты, обработанные на ЧПУ для потребительских товаров
В производстве потребительских товаров на ЧПУ изготавливают такие детали, как корпуса, крепления и кожухи, обеспечивая высококачественную отделку и точные допуски для повседневных электронных устройств, бытовой техники и аксессуаров.








Начните новый проект сегодня
Руководство по дизайну потребительских товаров
Дизайн потребительских товаров объединяет функциональную инженерию, производственные возможности, эргономику пользователя, визуальную идентичность и глобальное соответствие стандартам. Это руководство описывает лучшие технические практики для обеспечения готовности к рынку, производственной реализуемости и привлекательности для потребителей.
Рекомендации по производству индивидуальных потребительских товаров
Успешное производство индивидуальных потребительских товаров требует точной интеграции инженерной реализуемости, визуальной привлекательности, экономической эффективности и соответствия нормативам. Это руководство предоставляет лучшие инженерные практики для масштабируемого производства.
Frequently Asked Questions
Изучить связанные ресурсы


Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.