Русский
Индивидуальная онлайн услуга ЧПУ обработки углеродистой стали
Наша индивидуальная онлайн услуга ЧПУ обработки углеродистой стали предлагает прецизионную обработку деталей из углеродистой стали в соответствии с вашими требованиями. Мы обеспечиваем высокое качество и эффективное производство с быстрыми сроками и конкурентоспособными ценами, идеально подходящими для автомобильной, аэрокосмической и производственной отраслей.
- Служба быстрого прототипирования ЧПУ для углеродистой стали
- ЧПУ обработка углеродистой стали малых серий
- Массовое производство ЧПУ обработки углеродистой стали
- Комплексная услуга по обработке углеродистой стали

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Узнайте о ЧПУ обработке углеродистой стали
ЧПУ обработка углеродистой стали включает точную резку, формовку и отделку деталей из углеродистой стали. Благодаря отличной прочности и универсальности, она идеальна для широкого спектра применений. Правильные параметры обработки и инструменты необходимы для достижения высококачественных и экономичных результатов.

Типичная доступная углеродистая сталь для ЧПУ-обработки
Типичная углеродистая сталь для ЧПУ-обработки включает марки 1018, 1020, 1025, 1040, 1060, 1045, 1215, 4130, 4140, 4340, 5140, A36, 12L14, инструментальную сталь, легированную сталь, сталь для зубила, пружинную сталь, быстрорежущую сталь, холоднокатаную сталь, подшипниковую сталь и сталь SPCC. Эти стали обеспечивают баланс прочности, твердости и обрабатываемости, подходя для широкого спектра применений, таких как автомобильные детали, конструкционные компоненты и инструменты.
Обработка поверхности для деталей из углеродистой стали, обработанных на ЧПУ
Обработка поверхности деталей из углеродистой стали, обработанных на ЧПУ, повышает долговечность и эксплуатационные характеристики. Распространённые методы включают покрытие, термообработку, цинкование и анодирование, которые улучшают коррозионную стойкость, износостойкость и твёрдость поверхности, обеспечивая длительный срок службы и лучшую функциональность в различных областях применения.

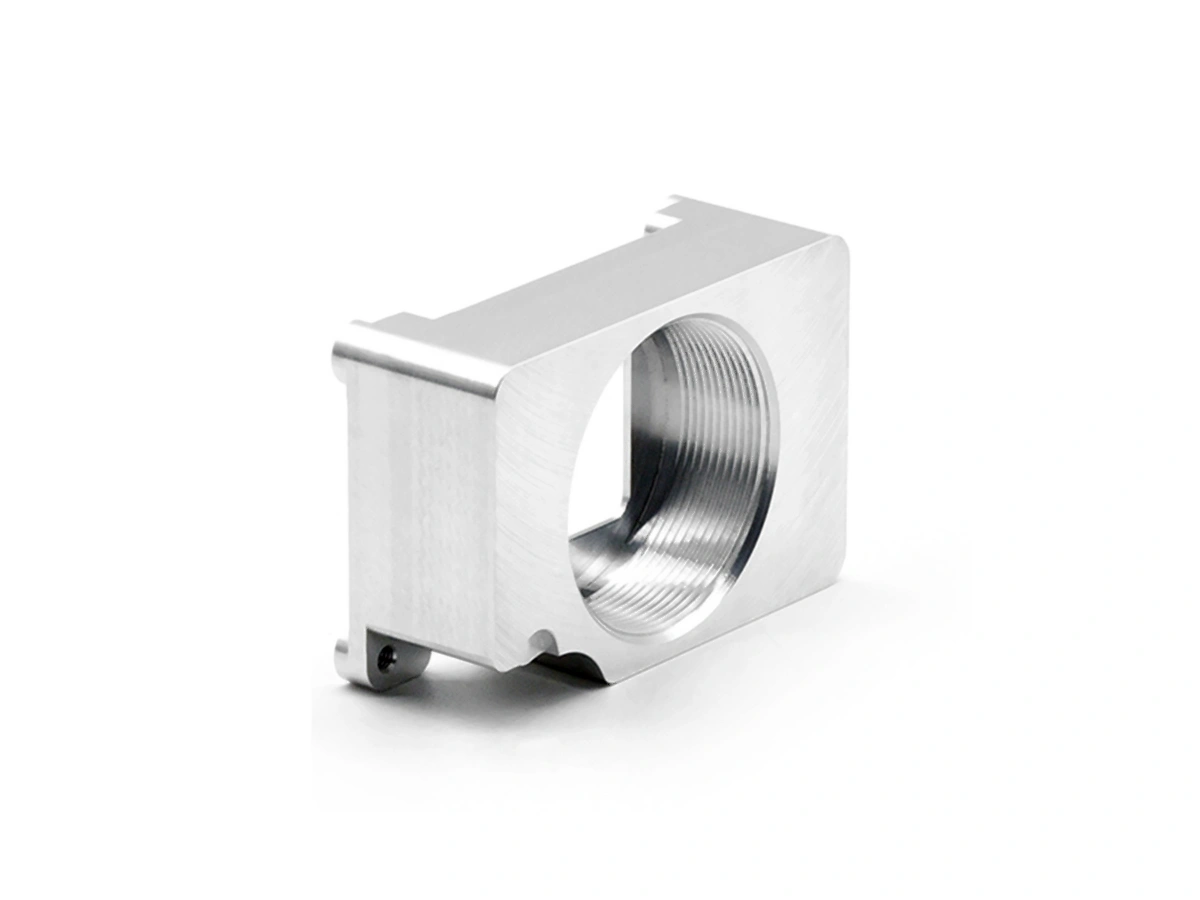
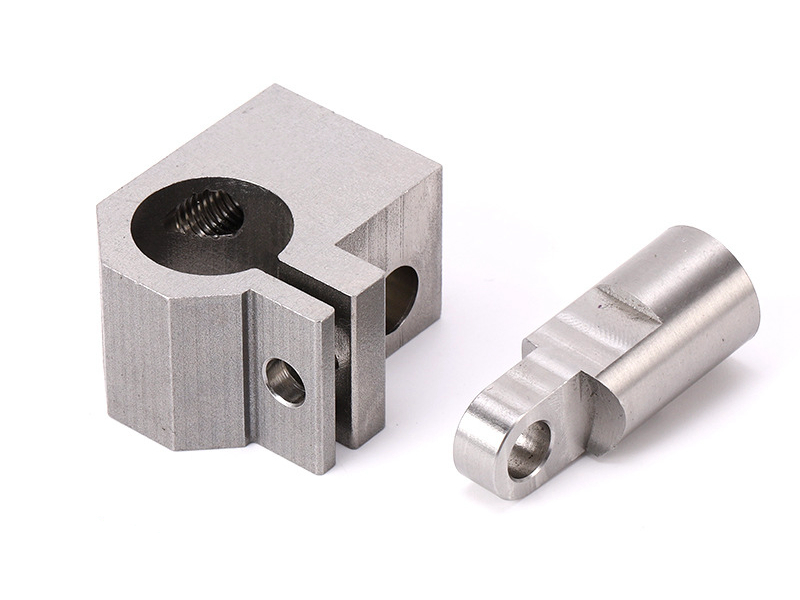
Галерея компонентов из углеродистой стали, обработанных на ЧПУ
Галерея компонентов из углеродистой стали, обработанных на ЧПУ, демонстрирует разнообразие точных деталей, изготовленных из различных марок углеродистой стали. Эти компоненты, используемые в автомобильной, строительной и машиностроительной промышленности, подчёркивают универсальность, прочность и долговечность материалов из углеродистой стали.







Начните новый проект сегодня
Рекомендации по параметрам обработки углеродистой стали на ЧПУ
Обработка суперсплавов на ЧПУ требует оптимизированных параметров для эффективности и качества. Ключевые факторы включают контролируемую мощность шпинделя, умеренные скорости подачи, мелкие проходы и использование охлаждающей жидкости под высоким давлением. Правильный выбор инструмента, покрытия и жёсткость станка обеспечивают точность, уменьшают износ и улучшают характеристики компонентов.
Рекомендации по обработке углеродистой стали на ЧПУ
Обработка углеродистой стали на ЧПУ требует тщательного подбора параметров, таких как скорость шпинделя, глубина реза и выбор инструмента. Правильное планирование обеспечивает оптимальную съём материала, качество поверхности и срок службы инструмента, минимизируя дефекты и повышая точность деталей как при мелкосерийном, так и при крупносерийном производстве.
Frequently Asked Questions
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.