Русский
Прецизионная онлайн CNC обработка нержавеющей стали
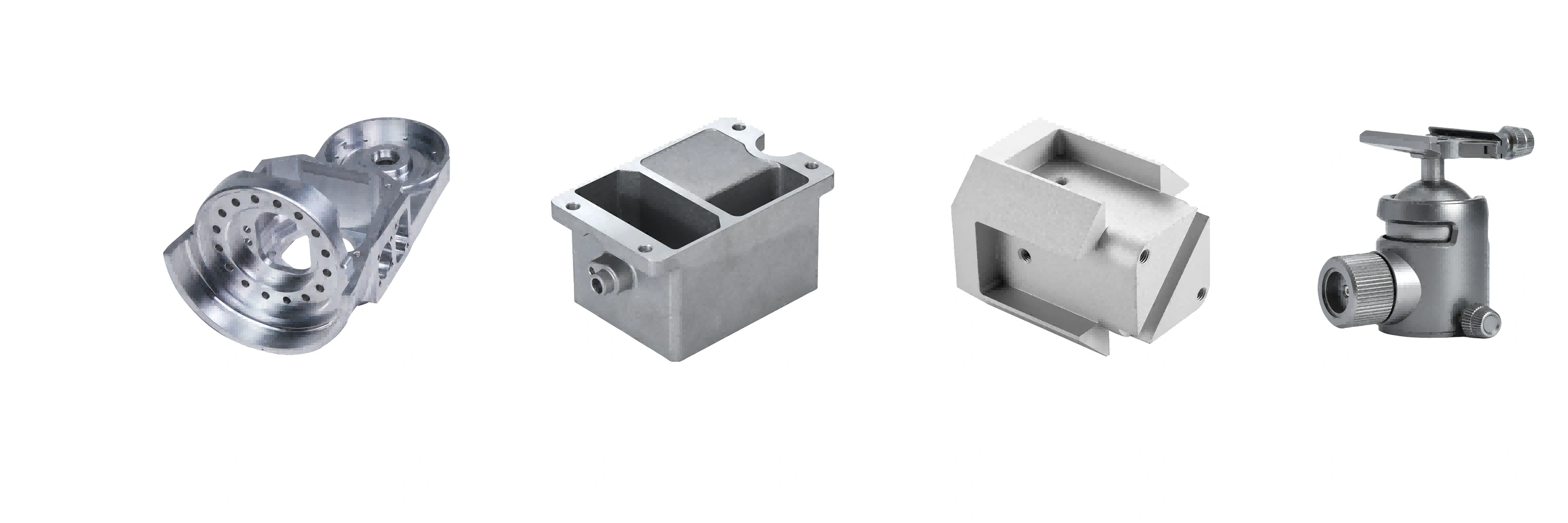
Наша прецизионная онлайн услуга CNC обработки нержавеющей стали обеспечивает высококачественные, индивидуальные детали с точными допусками. Мы используем передовые CNC технологии для предоставления точных и эффективных решений для широкого круга отраслей, обеспечивая долговечность, производительность и своевременную доставку.
- Услуга быстрого прототипирования CNC нержавеющей стали
- CNC обработка нержавеющей стали малыми партиями
- Массовое производство CNC обработанных деталей из нержавеющей стали
- Комплексное обслуживание по обработке нержавеющей стали
Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Узнайте о CNC обработке нержавеющей стали
CNC обработка нержавеющей стали включает точную резку, формовку и отделку компонентов из нержавеющей стали с использованием передовых CNC технологий. Обеспечивает высокую прочность, коррозионную стойкость и долговечность, что делает её идеальной для отраслей, требующих прочных, надежных и точных металлических деталей.

Наиболее часто используемая нержавеющая сталь в ЧПУ-обработке
Чаще всего в ЧПУ-обработке используются марки нержавеющей стали такие как SUS201, SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS431, SUS440C, SUS440A, SUS630 (17-4PH), SUS304L, SUS309, SUS310, SUS317, SUS321, SUS410, SUS904L, SUS2205 и другие. Эти материалы обладают отличной коррозионной стойкостью, высокой прочностью и долговечностью, что делает их идеальными для аэрокосмической, автомобильной, медицинской и пищевой промышленности.
Поверхностная обработка для деталей из нержавеющей стали с ЧПУ
Поверхностная обработка деталей из нержавеющей стали с ЧПУ повышает долговечность, коррозионную стойкость и эстетику. Распространенные виды обработки включают пассивацию, гальваническое покрытие, анодирование и полировку. Эти процессы улучшают характеристики материала, делая его пригодным для агрессивных сред и прецизионных применений.
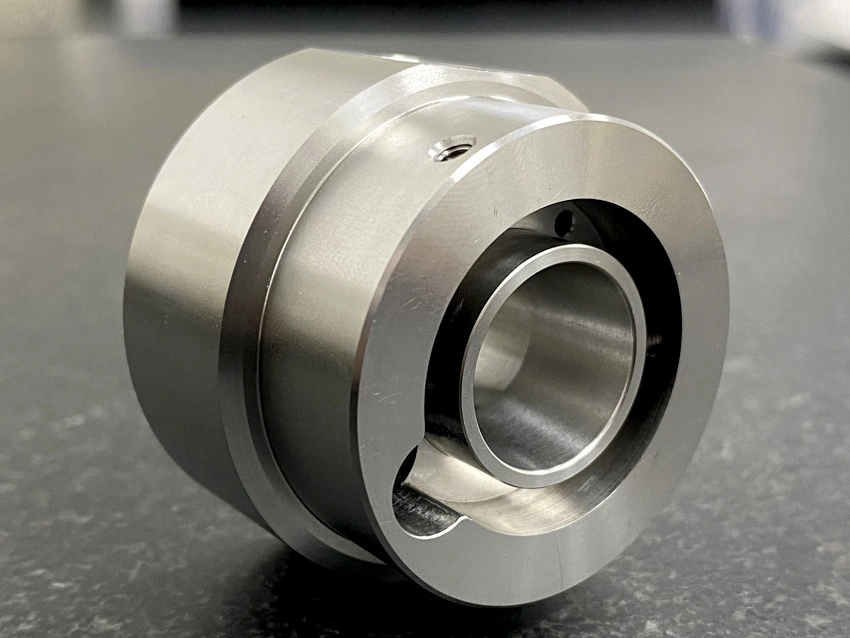
Индивидуальные детали из нержавеющей стали, обработанные на ЧПУ
Индивидуальные детали из нержавеющей стали, обработанные на ЧПУ, адаптированы под конкретные конструкции и применения, обеспечивая высокую точность и долговечность. Используя передовые технологии ЧПУ, эти детали подходят для аэрокосмической, автомобильной, медицинской и производственной отраслей, гарантируя оптимальную производительность и надежность.








Начните новый проект сегодня
Рекомендации по обработке нержавеющей стали
Рекомендации по обработке нержавеющей стали сосредоточены на оптимизации допусков, размеров деталей, объемов производства и сроков выполнения. Важными аспектами являются точные допуски, минимальная толщина стенок и подходящий инструмент для обеспечения высококачественного и экономичного производства в таких отраслях, как аэрокосмическая, автомобильная и медицинская.
Рекомендации по параметрам для ЧПУ обработки нержавеющей стали
Рекомендации по параметрам для ЧПУ обработки нержавеющей стали сосредоточены на оптимизации мощности шпинделя, глубины резания, скоростей подачи и материалов инструмента для повышения эффективности, точности и качества деталей. Эти параметры важны для стабильной работы и снижения износа инструмента при обработке сложных деталей из нержавеющей стали.
Frequently Asked Questions
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.