Русский
Индивидуальная онлайн CNC обработка латуни
Наша индивидуальная онлайн CNC обработка латуни предлагает точное производство латунных компонентов по вашим спецификациям. Идеально подходит для различных применений, включая электронику, автомобильную промышленность и сантехнику, мы обеспечиваем высококачественные, экономичные детали с быстрым сроком изготовления и конкурентоспособными ценами.
- Служба быстрого прототипирования CNC из латуни
- CNC обработка латуни малым тиражом
- Массовое производство CNC обработки латуни
- Комплексное обслуживание по обработке латуни
Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Информация об CNC обработке латуни
CNC обработка латуни — это точное производство латунных компонентов с высокой обрабатываемостью, обеспечивающее отличную поверхность и точные допуски. Широко применяется для электроники, автомобильных и сантехнических деталей, сочетая долговечность с легкостью обработки для эффективного и экономичного производства.

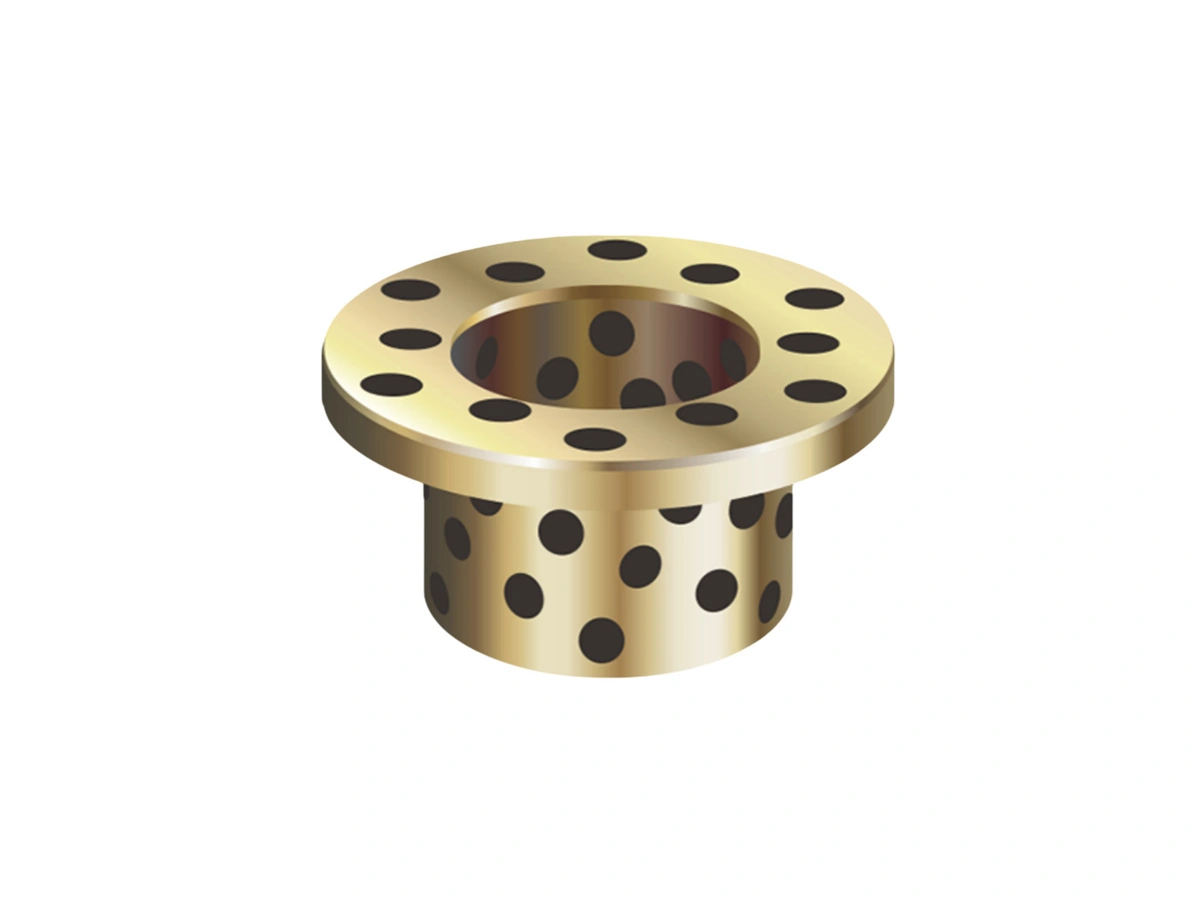
Типичные латунные сплавы в ЧПУ-обработке
Типичные латунные сплавы, используемые в ЧПУ-обработке, включают C360, C260, C270 и C377, обеспечивая отличную обрабатываемость, коррозионную стойкость и электрическую проводимость. Эти сплавы идеально подходят для производства компонентов, таких как разъемы, клапаны, фитинги и крепежные элементы, с широким спектром промышленных применений.
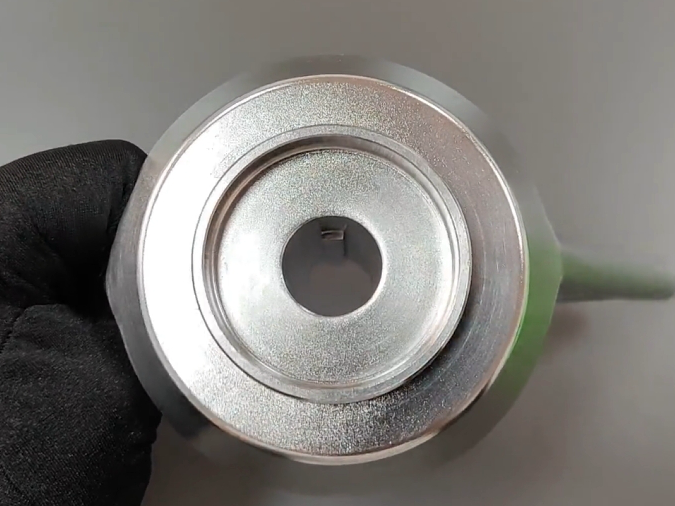
Обработка поверхности для деталей из латуни, обработанных на ЧПУ
Обработка поверхности для деталей из латуни, обработанных на ЧПУ, таких как гальваническое покрытие, анодирование и пассивация, повышает коррозионную стойкость, улучшает внешний вид и увеличивает долговечность. Эти процессы необходимы для электроники, сантехники, автомобильной и декоративной промышленности, обеспечивая оптимальную производительность и длительный срок службы.

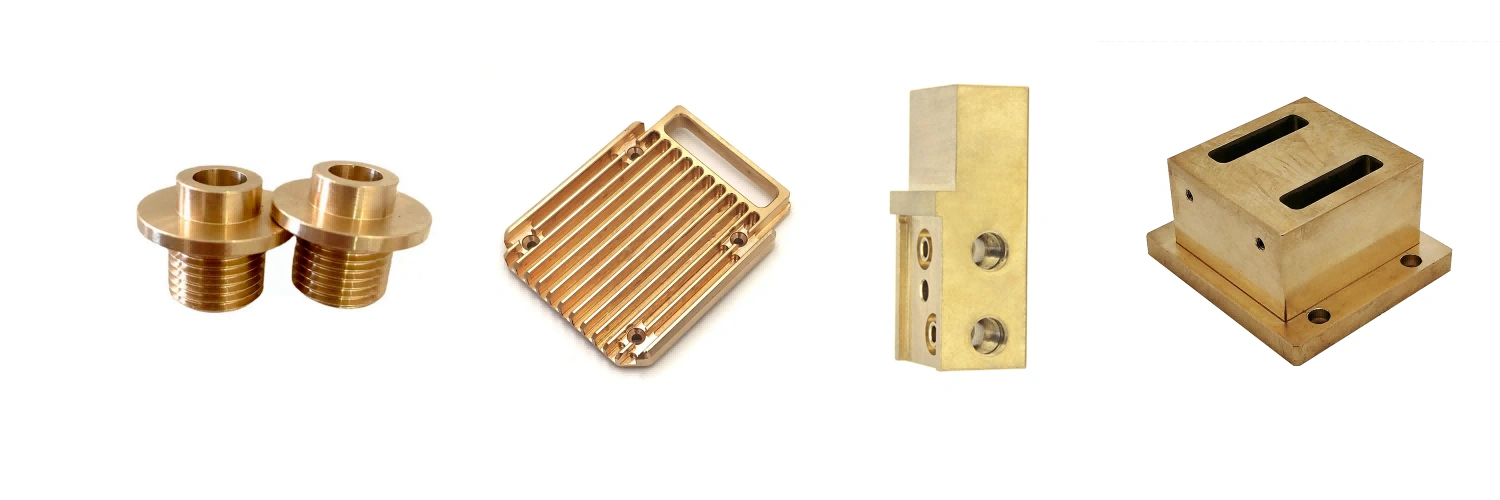
Кейс по индивидуальной CNC обработке латунных деталей
Этот кейс по индивидуальной CNC обработке латунных деталей демонстрирует точность и универсальность латунных компонентов для специализированных применений. Проект подчеркивает оптимизированные процессы обработки, экономичные решения и успешные результаты для таких отраслей, как электроника, автомобилестроение и сантехника, обеспечивая высококачественные детали.







Начните новый проект сегодня
Рекомендации по параметрам CNC обработки латуни
Параметры CNC обработки латуни оптимизируют эффективность, срок службы инструмента и качество детали. Основные факторы включают мощность шпинделя, скорость подачи, глубину резания, материал инструмента и тип охлаждающей жидкости. Регулировка этих параметров обеспечивает плавную обработку, точную отделку и стабильные результаты для деталей из латунных сплавов.
Рекомендации по допускам для CNC обработки латуни
Рекомендации по допускам для CNC обработки латуни обеспечивают точность, эффективность и целостность детали. Рекомендуемые допуски варьируются от ±0,1 мм для общих применений до более строгих для высокоточных компонентов. Рассматриваются толщина стенки, размер сверла, размеры детали и объем производства для оптимальных результатов.
Frequently Asked Questions
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.