Español
Soluciones de fabricación de piezas personalizadas
Servicio de fabricación de componentes nucleares
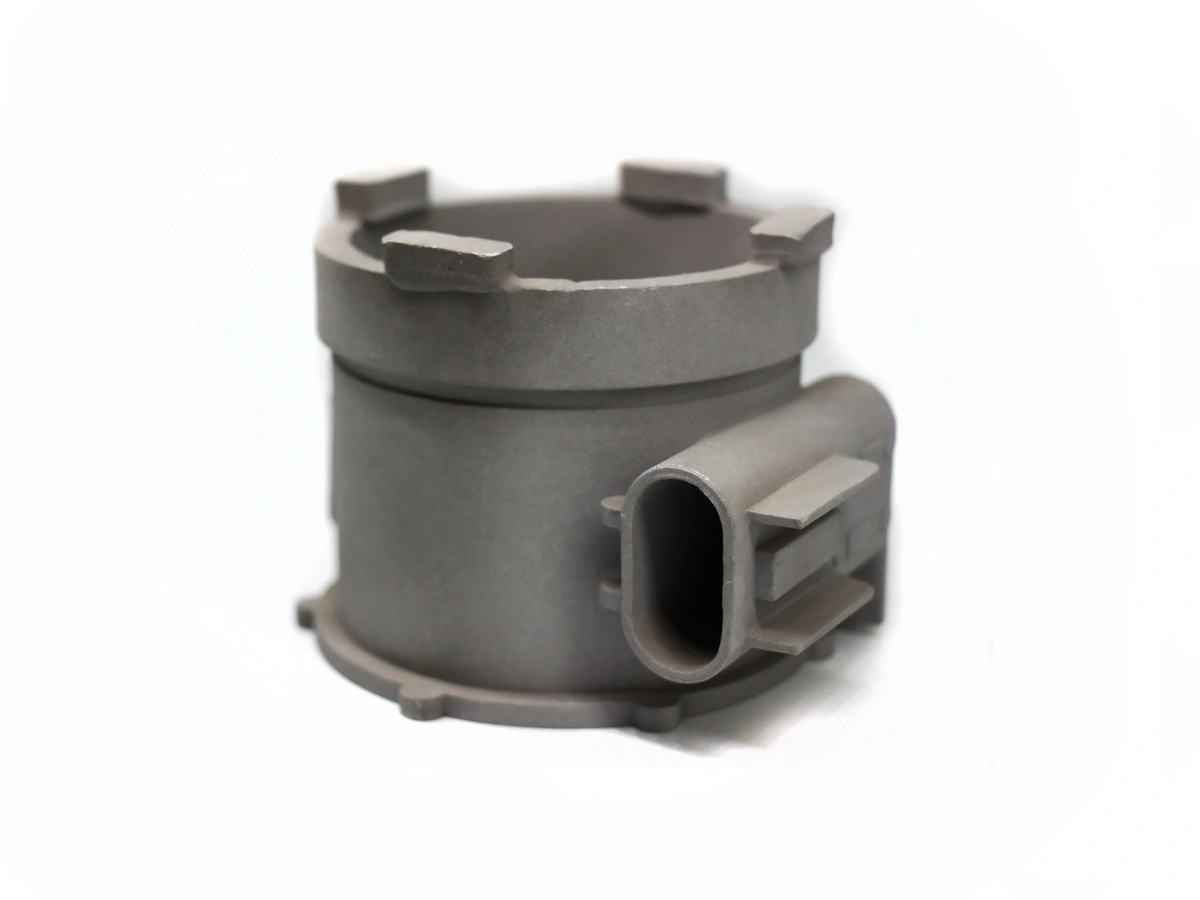
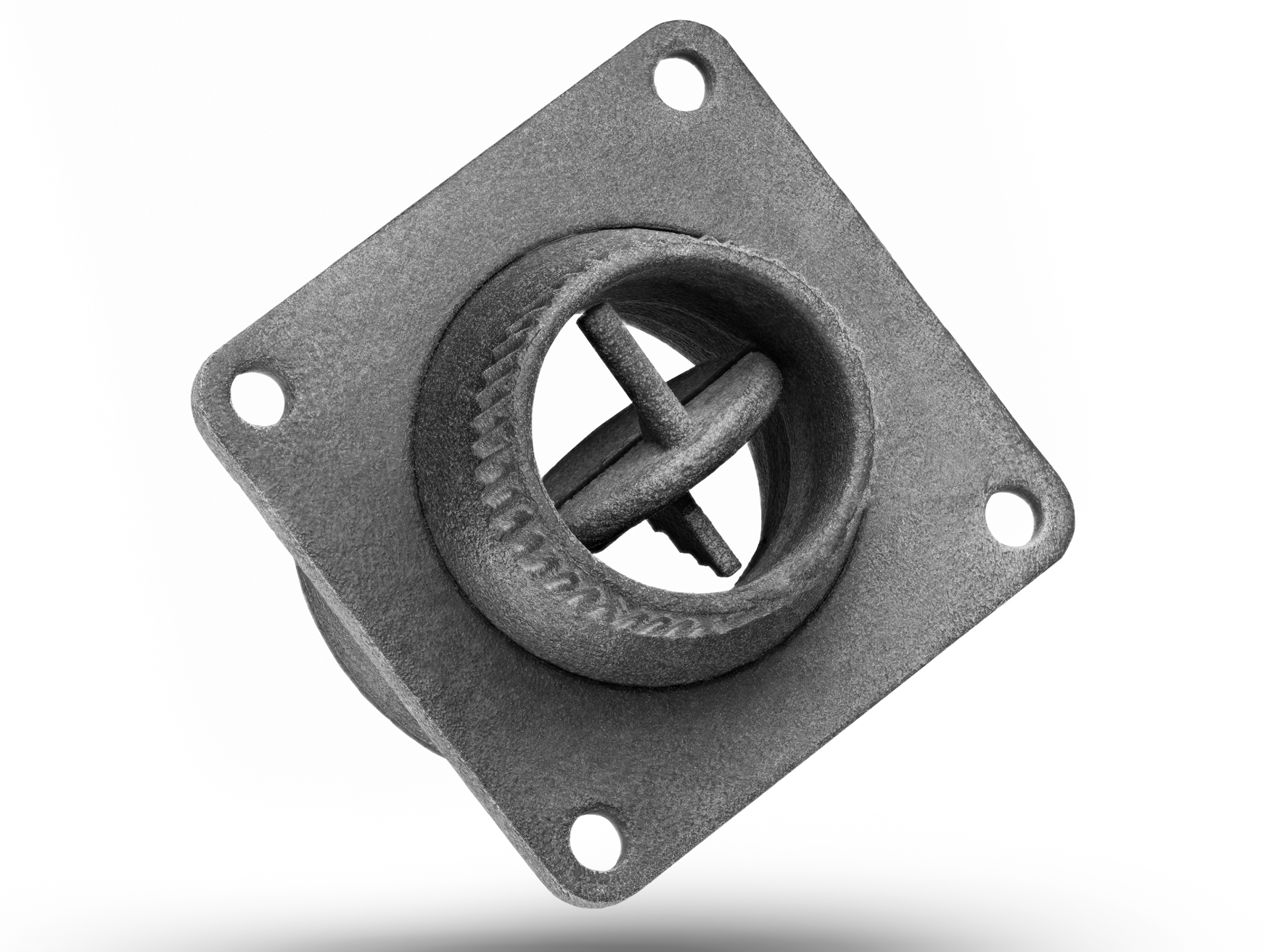
Neway se especializa en la fabricación de componentes nucleares, ofreciendo servicios de mecanizado CNC, impresión 3D, fundición al vacío y fundición por inversión. Proveemos componentes de alta precisión y durabilidad diseñados para cumplir con los exigentes requisitos de la industria nuclear.
Mecanizado personalizado de componentes nucleares
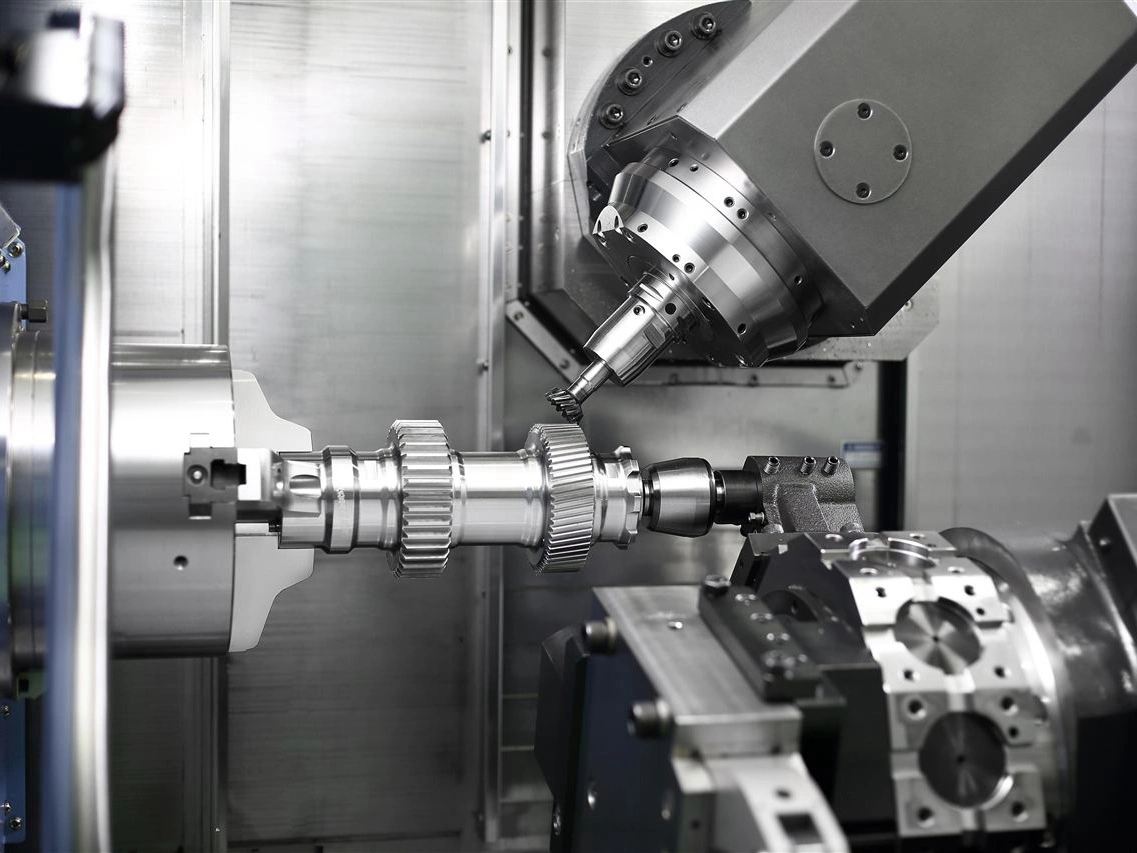
El mecanizado personalizado de componentes nucleares implica la fabricación precisa de piezas utilizadas en reactores nucleares y sistemas relacionados. Utilizando técnicas avanzadas de CNC como fresado, torneado y electroerosión, estas piezas se producen con alta precisión y fiabilidad. Asegurando el cumplimiento estricto de las normas de seguridad y calidad, este proceso garantiza rendimiento y durabilidad en aplicaciones nucleares críticas.
Selección de materiales nucleares
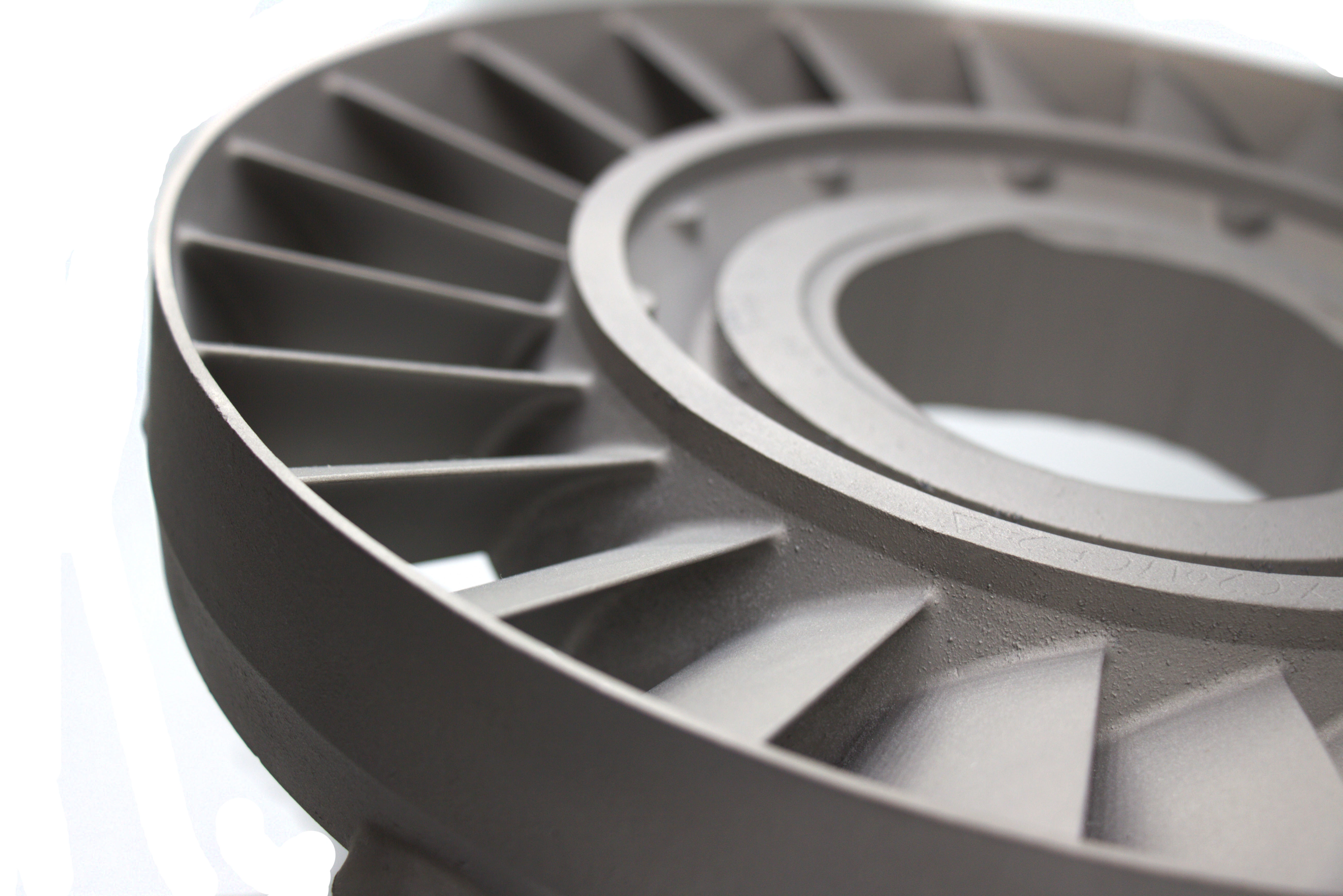
La fabricación de piezas nucleares requiere materiales que soporten temperaturas extremas, radiación y corrosión. Superaleaciones, titanio, acero inoxidable y cerámica son comúnmente usados para componentes de reactores, intercambiadores de calor y blindajes. Los materiales también deben ofrecer integridad estructural y durabilidad para operación segura a largo plazo en ambientes nucleares.
Tratamientos superficiales típicos para piezas nucleares
Los tratamientos superficiales típicos para piezas nucleares incluyen recubrimientos y procesos como anodizado, PVD, pasivación, galvanoplastia y recubrimientos de barrera térmica (TBC). Estos tratamientos mejoran la resistencia a la corrosión, aumentan las propiedades de desgaste y garantizan la seguridad bajo condiciones extremas. Técnicas como nitruración, fosfatado y oxidación negra se usan para durabilidad, mientras que los recubrimientos UV, de laca y teflón proporcionan protección adicional en ambientes con radiación.

Más información
Recubrimiento térmico

Más información
Acabado según mecanizado

Más información
Pintura

Más información
PVD (Deposición física de vapor)

Más información
Chorro de arena

Más información
Electrodeposición

Más información
Pulido

Más información
Anodizado

Más información
Recubrimiento en polvo

Más información
Electropulido

Más información
Pasivación

Más información
Cepillado

Más información
Óxido negro

Más información
Tratamiento térmico

Más información
Recubrimiento de barrera térmica (TBC)

Más información
Tumbling

Más información
Recubrimiento Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitruración

Más información
Galvanizado

Más información
Recubrimiento UV

Más información
Recubrimiento de laca

Más información
Recubrimiento de teflón
Mecanizado CNC en componentes de la industria nuclear
El mecanizado CNC juega un papel vital en la fabricación de componentes para plantas nucleares, tales como núcleos de reactores, sistemas de blindaje y sistemas de control, asegurando seguridad crítica y eficiencia operativa.







Comencemos un nuevo proyecto hoy
Guía de diseño de componentes nucleares
El diseño de componentes nucleares requiere control estricto de materiales, confiabilidad estructural y cumplimiento regulatorio bajo condiciones extremas de radiación y temperatura. Esta guía describe prácticas de ingeniería alineadas con normas globales de seguridad nuclear.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.