Español
Servicio de Mecanizado por Descarga Eléctrica (EDM) de Precisión
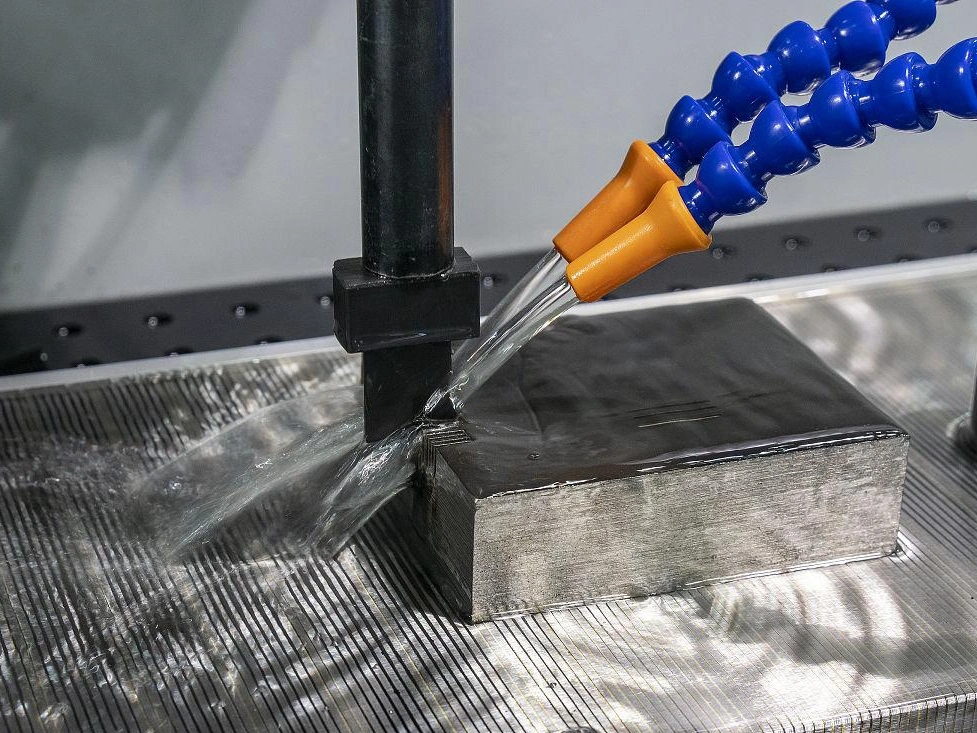
El servicio de mecanizado por descarga eléctrica (EDM) de precisión utiliza chispas eléctricas controladas para mecanizar con exactitud materiales duros y formas complejas. Ideal para diseños intrincados, tolerancias estrictas y materiales difíciles de maquinar, EDM garantiza alta precisión, acabados suaves y mínima deformación del material en la fabricación.
- Servicio Rápido de Prototipado EDM
- Servicio EDM para Producción en Bajo Volumen
- Servicio de Producción en Masa EDM
- Servicio Integral EDM
Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
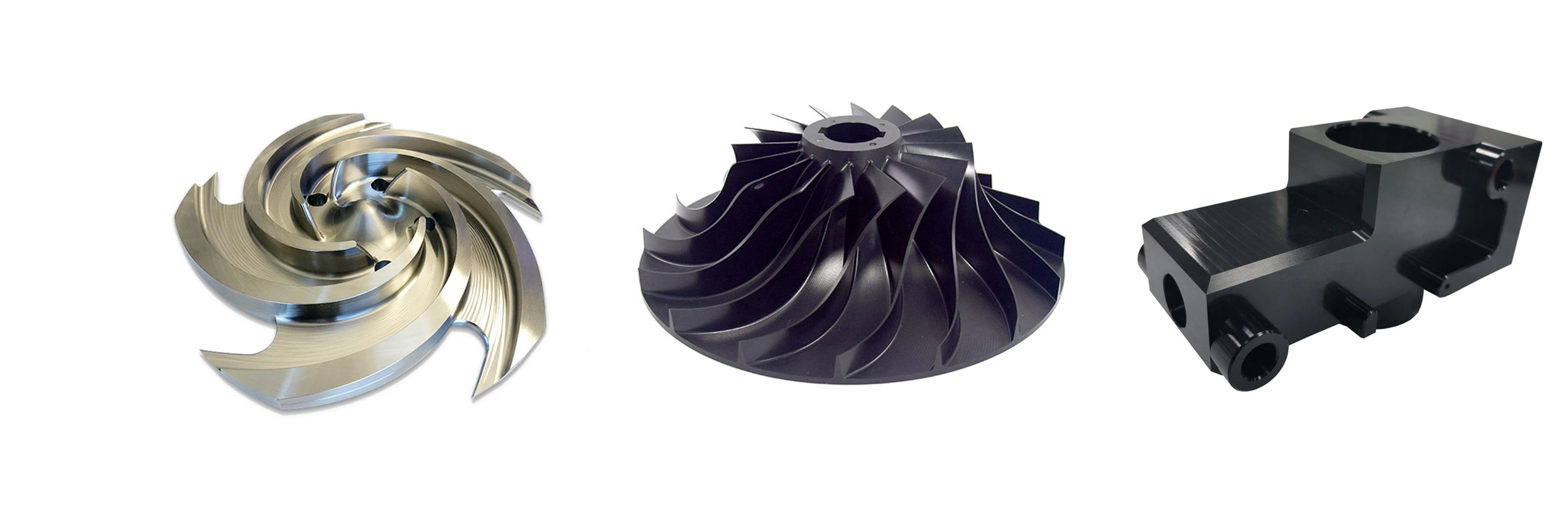
Aplicaciones del Mecanizado por Descarga Eléctrica (EDM)
Las aplicaciones de EDM de precisión incluyen la creación de componentes intrincados y de alta precisión mediante la erosión de materiales duros con chispas eléctricas. Ideal para formas complejas, tolerancias estrictas y materiales resistentes, EDM es ampliamente utilizado en las industrias aeroespacial, médica, automotriz y de herramientas.
Materiales para Mecanizado por Descarga Eléctrica
El mecanizado por descarga eléctrica (EDM) se utiliza para dar forma precisa a materiales duros como superaleaciones, titanio y acero inoxidable. También es efectivo para metales conductores como aluminio, cobre, latón y bronce. EDM puede procesar una variedad de materiales, incluidos acero al carbono, plásticos y cerámicas, ofreciendo versatilidad en la fabricación de componentes complejos con alta precisión y mínimo estrés material.

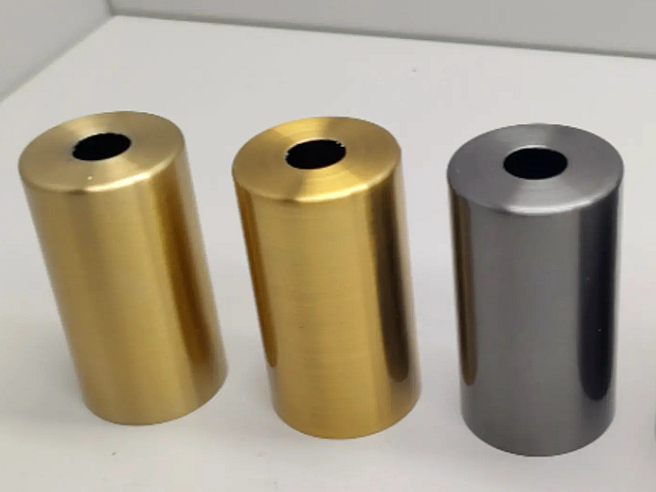
Tratamiento de superficie para piezas EDM
El tratamiento de superficie para piezas EDM mejora la durabilidad, resistencia a la corrosión y apariencia. Técnicas como pulido, recubrimiento y nitruración mejoran la integridad superficial, reducen el desgaste y extienden la vida útil de los componentes fabricados por EDM, asegurando un rendimiento óptimo en aplicaciones industriales exigentes.

Más información
Recubrimiento térmico mejorado para resistencia al desgaste y protección superficial mejorada

Más información
Acabado como mecanizado

Más información
Pintura

Más información
PVD (Deposición física de vapor)

Más información
Granallado

Más información
Electrodeposición

Más información
Pulido

Más información
Anodizado

Más información
Revestimiento en polvo

Más información
Electropulido

Más información
Pasivación

Más información
Cepillado

Más información
Óxido negro

Más información
Tratamiento térmico

Más información
Recubrimiento de barrera térmica (TBC)

Más información
Tambureo (desbarbado y pulido)

Más información
Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitrurado

Más información
Galvanizado

Más información
Recubrimiento UV

Más información
Recubrimiento de laca

Más información
Recubrimiento de teflón
Comencemos un nuevo proyecto hoy
Sugerencias de tolerancia para mecanizado EDM
Las sugerencias de tolerancia para mecanizado EDM ofrecen guía para lograr alta precisión en componentes complejos. Al seleccionar tolerancias apropiadas —como ±0.1 mm para uso general y ±0.005 mm para piezas de alta precisión— los fabricantes pueden optimizar el rendimiento, minimizar errores y cumplir requisitos estrictos de diseño.
Guía de diseño para mecanizado EDM
Las directrices de diseño para EDM aseguran una producción eficiente y precisa de piezas complejas. Considerando factores como diseño del electrodo, radios, ubicación de orificios, acabado superficial y tolerancias, los fabricantes pueden lograr resultados óptimos, reducir el desgaste de herramientas y cumplir con altos requerimientos de precisión.
Frequently Asked Questions
Explorar blogs relacionados



Explorar recursos relacionados


Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.