Español
Soluciones de Fabricación de Piezas Personalizadas
Servicio de Fabricación de Piezas para Equipos Industriales
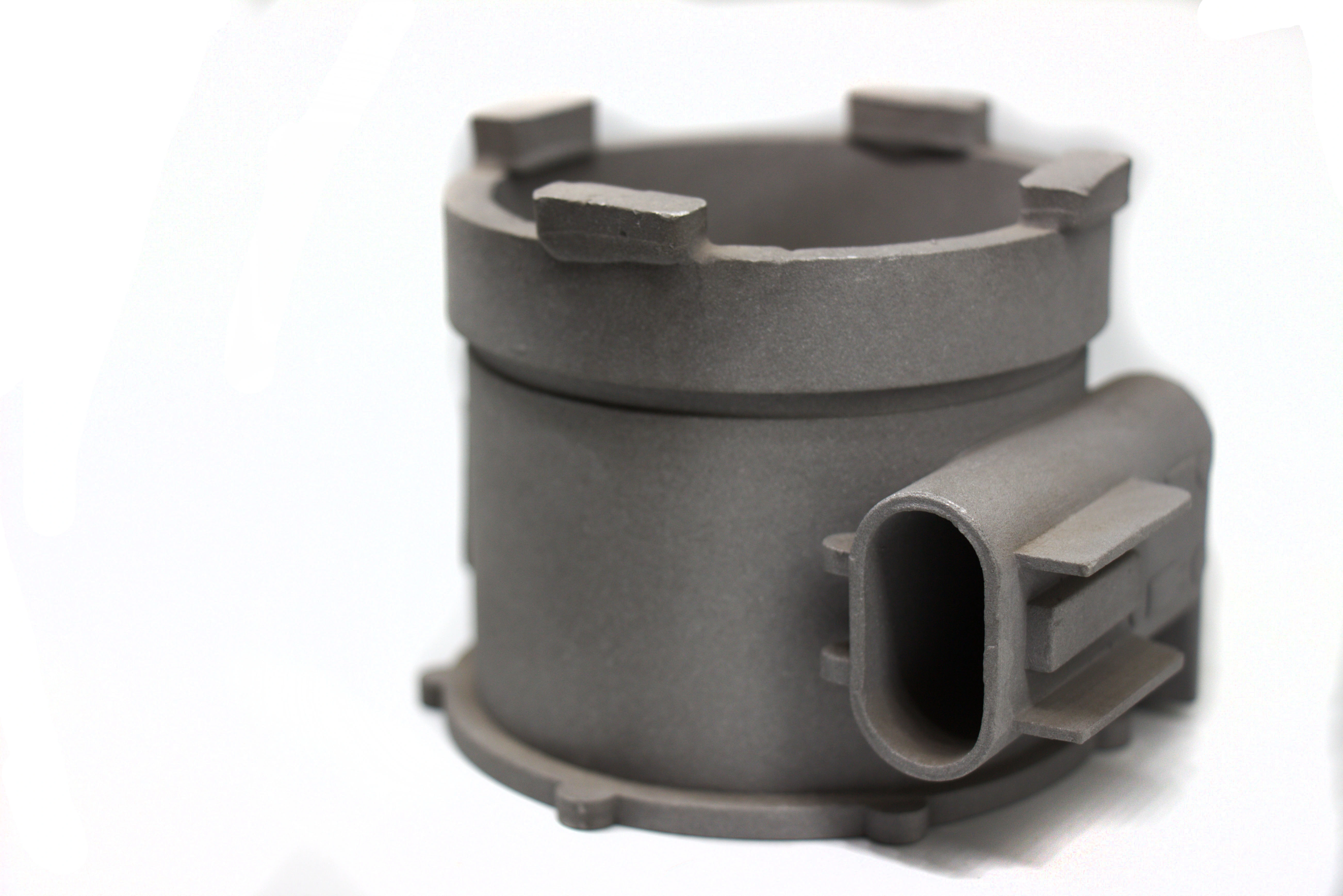
Neway ofrece fabricación de piezas para equipos industriales mediante mecanizado CNC, impresión 3D, fundición al vacío, fundición a presión e inyección. Entregamos componentes duraderos y de alta precisión diseñados para satisfacer las exigencias de aplicaciones industriales.
Mecanizado de Piezas para Equipos Industriales
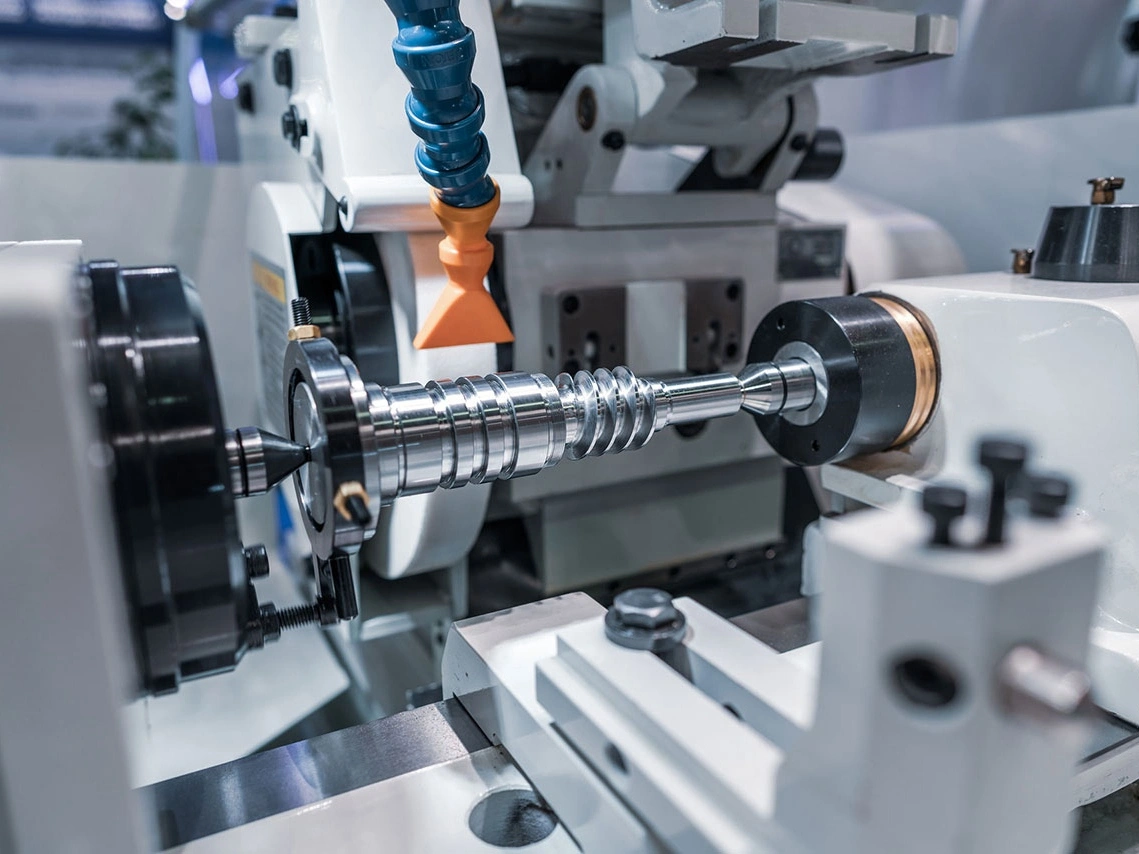
El mecanizado de piezas industriales implica procesos de fabricación de precisión como fresado CNC, torneado, taladrado, mandrinado, rectificado y EDM para crear componentes de alta calidad. Utilizando técnicas de mecanizado multi-eje y de precisión, estos servicios aseguran la producción de piezas complejas y exactas para maquinaria industrial. El resultado son piezas duraderas y confiables, optimizadas para rendimiento y longevidad en aplicaciones exigentes.
Selección de Material para Equipos Industriales
La fabricación de equipos industriales requiere materiales duraderos que puedan soportar altas tensiones y ambientes agresivos. Los materiales clave incluyen superaleaciones para resistencia a altas temperaturas, titanio para relación resistencia-peso, acero inoxidable para resistencia a la corrosión, aluminio para componentes ligeros y plásticos para aplicaciones no estructurales, aislantes o de sellado.
Tratamientos Superficiales Típicos para Piezas Industriales
Los tratamientos superficiales típicos para piezas industriales incluyen procesos como anodizado, electrochapado, recubrimiento en polvo y PVD para mejorar la durabilidad, resistencia a la corrosión y apariencia estética. Métodos como arenado, pasivación y pulido mejoran el acabado superficial, mientras que tratamientos térmicos y recubrimientos de barrera térmica ofrecen estabilidad térmica. Estos tratamientos aseguran un rendimiento eficiente bajo condiciones industriales exigentes.

Más información
Recubrimiento Térmico

Más información
Estado Mecánico

Más información
Pintura

Más información
PVD (Deposición Física de Vapor)

Más información
Chorreado de Arena

Más información
Electropulido

Más información
Pulido

Más información
Anodizado

Más información
Pintura en Polvo

Más información
Electropulido

Más información
Pasivación

Más información
Cepillado

Más información
Óxido Negro

Más información
Tratamiento Térmico

Más información
Recubrimiento de Barrera Térmica (TBC)

Más información
Tumblado

Más información
Recubrimiento Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitrurado

Más información
Galvanizado

Más información
Recubrimiento UV

Más información
Recubrimiento de Laca

Más información
Recubrimiento de Teflón
Piezas para Equipos Industriales Mecanizadas CNC
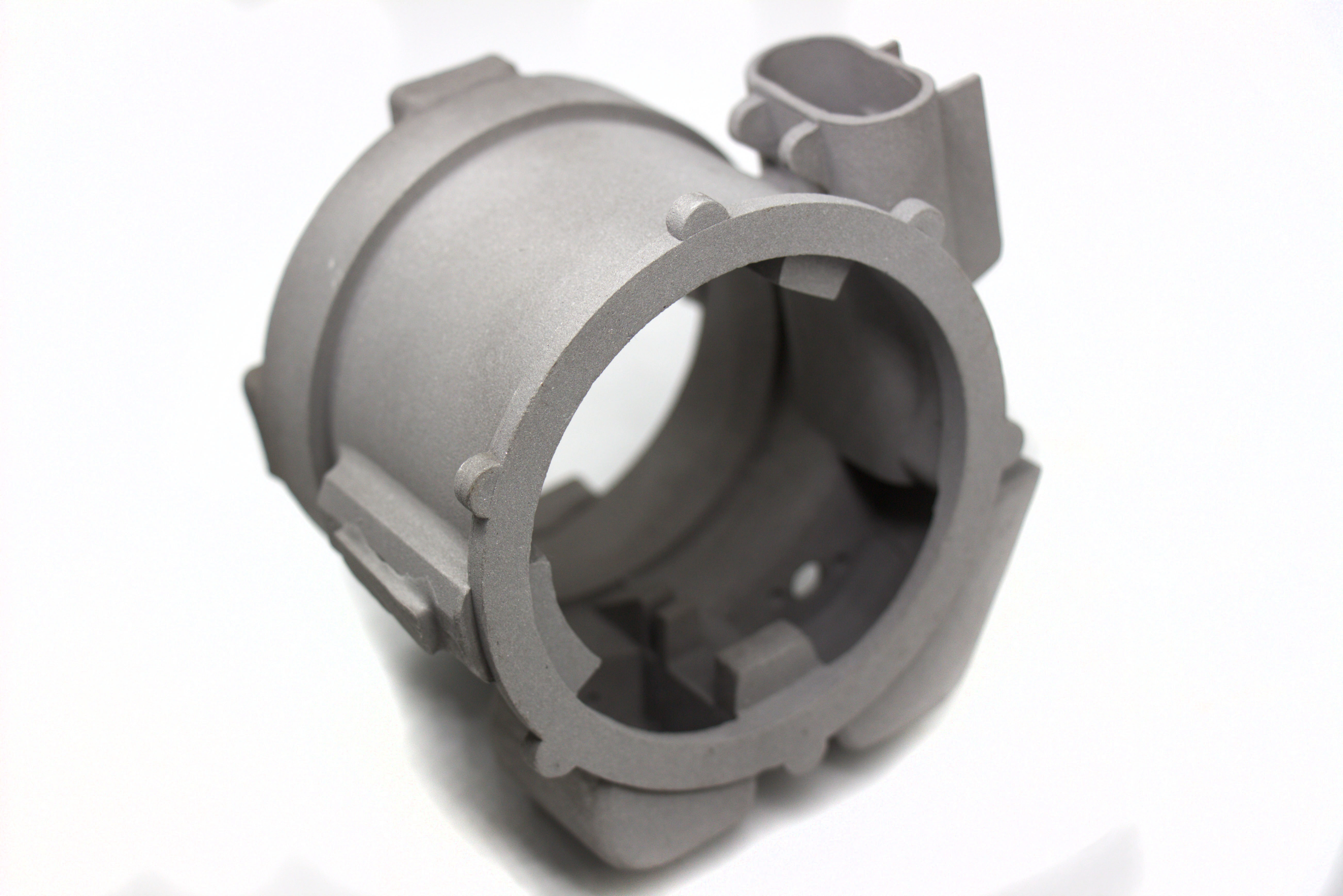
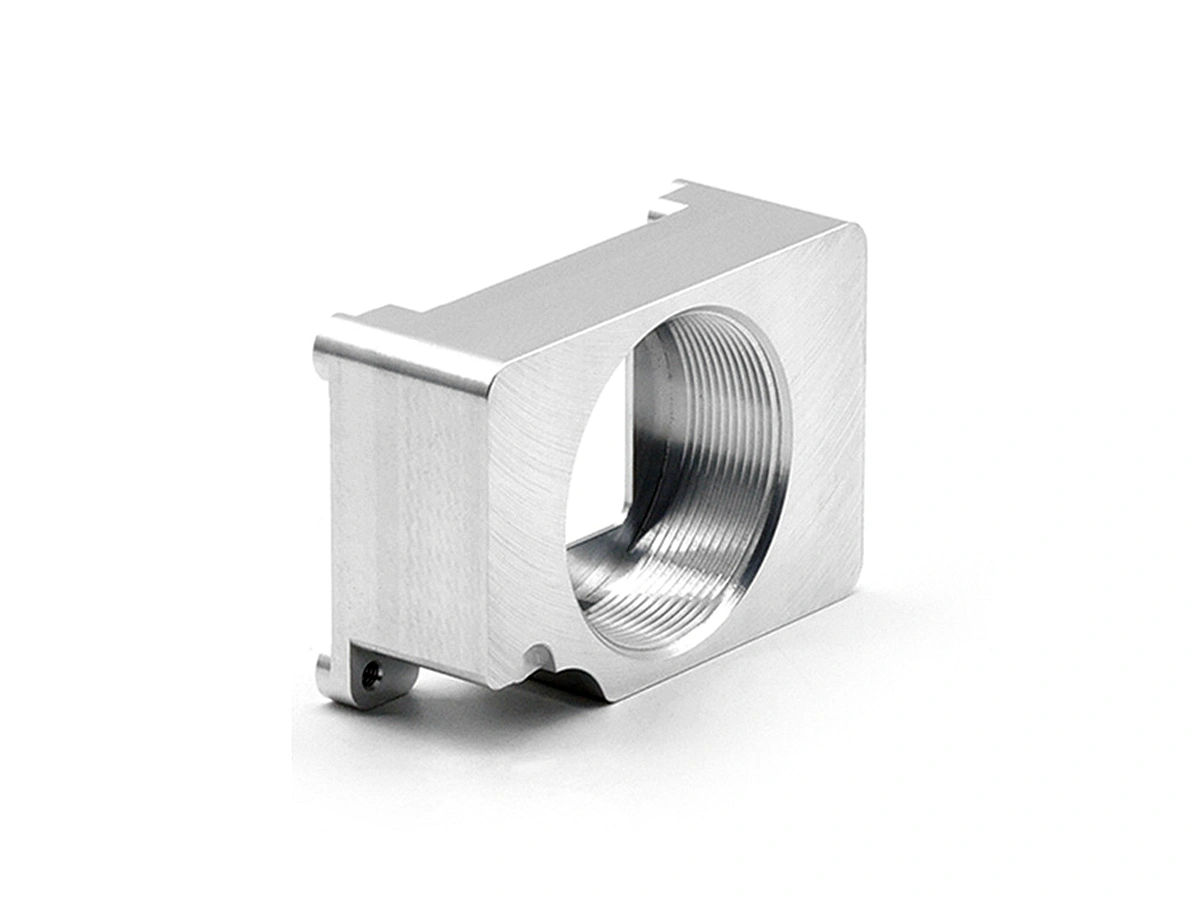
Los equipos industriales se benefician del mecanizado CNC en la producción de piezas como bombas, válvulas y compresores, proporcionando componentes de alta resistencia y precisión que aseguran un funcionamiento suave y durabilidad.







Comencemos un nuevo proyecto hoy
Guía para el Diseño de Piezas de Equipos Industriales
Las piezas de equipos industriales requieren estrategias de diseño que aseguren alta integridad estructural, precisión en la fabricación, facilidad de mantenimiento y cumplimiento normativo. Esta guía detalla mejores prácticas para componentes de alta carga, mecanizados con precisión y operativos en campo.
Consideraciones para la Fabricación de Piezas Industriales Personalizadas
La fabricación precisa de piezas industriales personalizadas requiere materiales robustos, estabilidad del proceso, tolerancias estrictas y cumplimiento global. Esta guía detalla principios de producción impulsados por ingeniería para piezas escalables y de alto rendimiento.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.