Español
Servicio personalizado en línea de mecanizado CNC de acero al carbono
Nuestro servicio personalizado en línea de mecanizado CNC de acero al carbono ofrece mecanizado de precisión para piezas de acero al carbono adaptadas a sus especificaciones. Proveemos producción de alta calidad y eficiencia con tiempos de entrega rápidos y precios competitivos, ideal para las industrias automotriz, aeroespacial y manufacturera.
- Servicio rápido de prototipado CNC para acero al carbono
- Servicio CNC de mecanizado de acero al carbono en bajo volumen
- Producción en masa de mecanizado CNC de acero al carbono
- Servicio integral de mecanizado de acero al carbono

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Conozca el mecanizado CNC de acero al carbono
El mecanizado CNC de acero al carbono implica el corte, conformado y acabado precisos de piezas de acero al carbono. Con excelente resistencia y versatilidad, es ideal para una amplia gama de aplicaciones. Los parámetros y herramientas adecuados son esenciales para lograr resultados de alta calidad y rentables.

Acero al carbono típico disponible para mecanizado CNC
El acero al carbono típico para mecanizado CNC incluye grados como 1018, 1020, 1025, 1040, 1060, 1045, 1215, 4130, 4140, 4340, 5140, A36, 12L14, acero para troqueles, acero aleado, acero para herramientas de cincel, acero para resortes, acero rápido, acero laminado en frío, acero para rodamientos y acero SPCC. Estos aceros ofrecen un equilibrio de resistencia, dureza y maquinabilidad, siendo adecuados para una amplia gama de aplicaciones como piezas automotrices, componentes estructurales y herramientas.
Tratamiento de superficie para piezas mecanizadas CNC de acero al carbono
El tratamiento de superficie para piezas mecanizadas CNC de acero al carbono mejora la durabilidad y el rendimiento. Los métodos comunes incluyen recubrimiento, tratamiento térmico, galvanizado y anodizado, que mejoran la resistencia a la corrosión, al desgaste y la dureza superficial, asegurando una vida útil más larga y mejor funcionalidad en diversas aplicaciones.

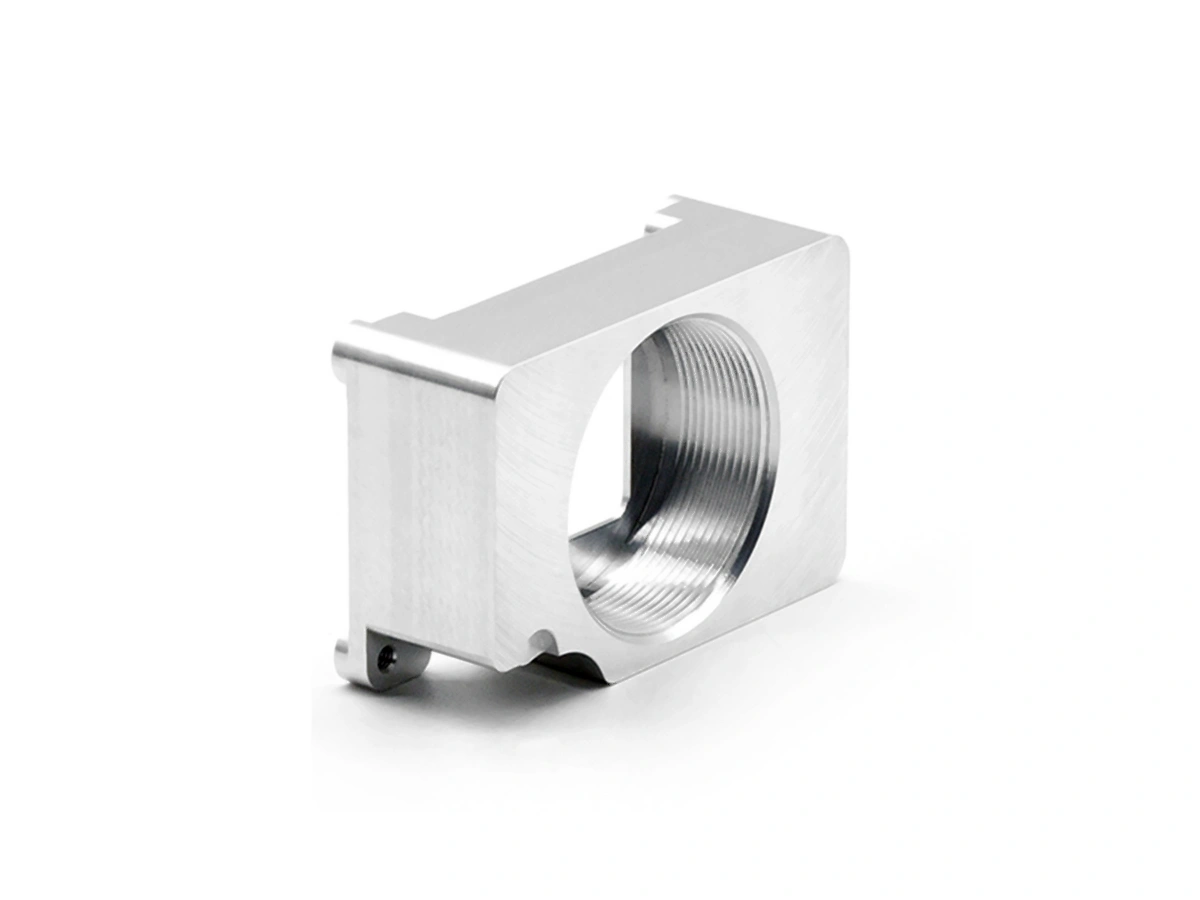
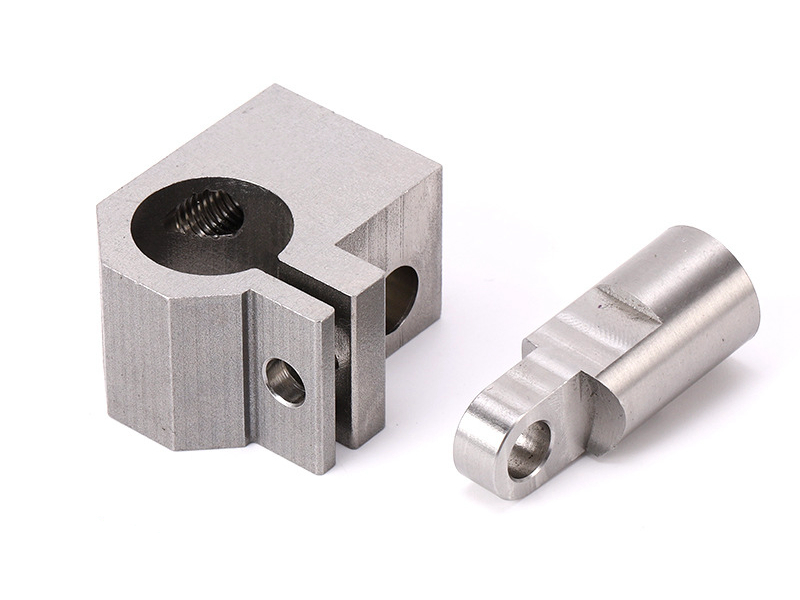
Galería de componentes mecanizados CNC de acero al carbono
La galería de componentes mecanizados CNC de acero al carbono muestra una variedad de piezas de precisión fabricadas con diferentes grados de acero al carbono. Estos componentes, utilizados en industrias como la automotriz, la construcción y la maquinaria, destacan la versatilidad, resistencia y durabilidad de los materiales de acero al carbono.







Comencemos un nuevo proyecto hoy
Sugerencias de parámetros para el mecanizado CNC de acero al carbono
El mecanizado CNC de superaleaciones requiere parámetros optimizados para eficiencia y calidad. Los factores clave incluyen potencia controlada del husillo, velocidades de avance moderadas, cortes superficiales poco profundos y refrigerante de alta presión. La selección adecuada de herramientas, recubrimientos y rigidez de la máquina garantizan precisión, reducen el desgaste y mejoran el rendimiento del componente.
Sugerencias para el mecanizado CNC de acero al carbono
El mecanizado CNC de acero al carbono requiere una cuidadosa consideración de parámetros como la velocidad del husillo, la profundidad de corte y la selección de herramientas. Una planificación adecuada garantiza una remoción óptima de material, un buen acabado superficial y una mayor vida útil de las herramientas, minimizando defectos y mejorando la precisión de las piezas tanto para producciones de bajo como de alto volumen.
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.