Español
Neway ofrece servicios completos de fabricación de componentes para productos de consumo, que incluyen mecanizado CNC, impresión 3D, colado al vacío, fundición a presión y moldeo por inyección. Entregamos componentes duraderos y de alta calidad diseñados para la industria de bienes de consumo, garantizando precisión, rendimiento y eficiencia de costos en cada producto.

Mecanizado de piezas para productos de consumo
El mecanizado de piezas para productos de consumo implica la fabricación precisa de componentes mediante varios procesos CNC, como fresado, torneado, perforación y rectificado. Estas técnicas avanzadas garantizan alta precisión y calidad para productos como electrónica, electrodomésticos y dispositivos personales. El mecanizado multieje y la electroerosión ofrecen mayor precisión para formas complejas, satisfaciendo las demandas de los bienes de consumo modernos.

Selección de materiales para productos de consumo
En la fabricación de productos de consumo, materiales como superaleaciones, titanio, aluminio, cobre, latón, bronce, acero al carbono, acero inoxidable, plástico y cerámica son esenciales para producir artículos duraderos, funcionales y estéticamente atractivos como utensilios de cocina, electrónica, juguetes y productos decorativos.

Tratamientos de superficie típicos para productos de consumo
Los tratamientos de superficie típicos para productos de consumo incluyen técnicas como pintura, galvanizado, anodizado y recubrimiento en polvo, que mejoran la estética y durabilidad. Procesos adicionales como pulido, pasivación y recubrimiento UV mejoran el acabado y la resistencia al desgaste. Para necesidades especializadas, opciones como PVD, chorreado con arena y recubrimiento de teflón ofrecen un rendimiento mejorado, mientras que los tratamientos térmicos fortalecen los materiales para un uso más duradero.

Más información
Recubrimiento térmico

Más información
Acabado tal cual mecanizado

Más información
Pintura

Más información
PVD (Deposición física de vapor)

Más información
Chorreado con arena

Más información
Electrochapado

Más información
Pulido

Más información
Anodizado

Más información
Recubrimiento en polvo

Más información
Electropulido

Más información
Pasivación

Más información
Cepillado

Más información
Óxido negro

Más información
Tratamiento térmico

Más información
Revestimiento de barrera térmica (TBC)

Más información
Barrenado y pulido con tambor

Más información
Recubrimiento Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitruración

Más información
Galvanizado

Más información
Recubrimiento UV

Más información
Recubrimiento de laca

Más información
Recubrimiento de teflón
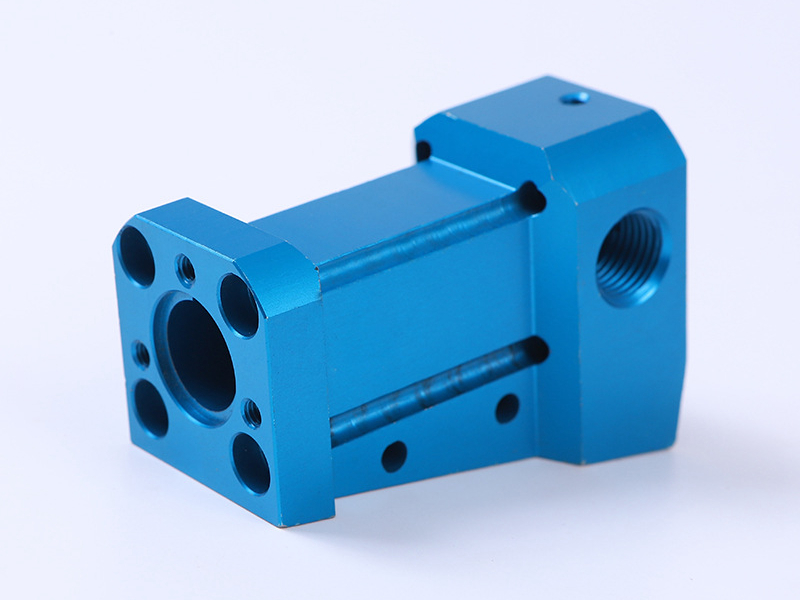
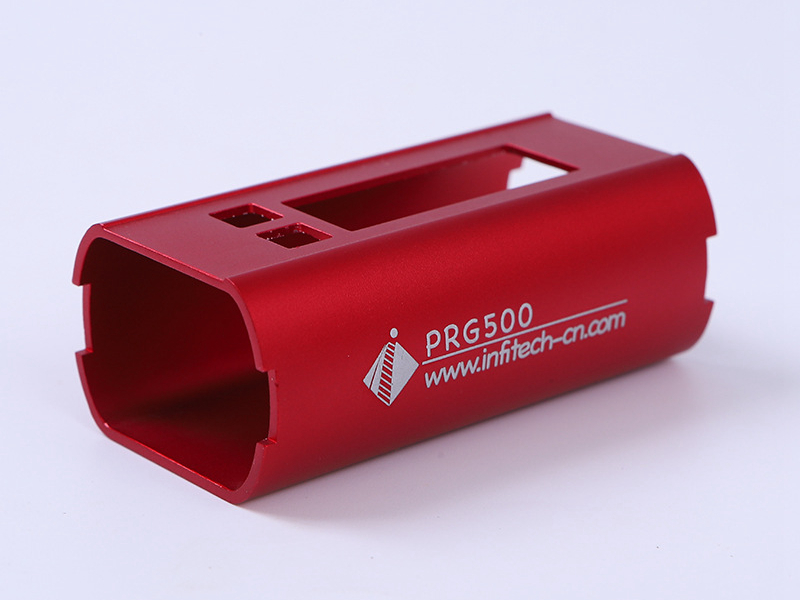
Componentes mecanizados CNC para productos de consumo
En productos de consumo, el mecanizado CNC fabrica piezas como carcasas, soportes y envolventes, proporcionando acabados de alta calidad y tolerancias precisas para dispositivos electrónicos, electrodomésticos y accesorios cotidianos.








Comencemos un nuevo proyecto hoy
Guía para el diseño de productos de consumo
El diseño de productos de consumo integra ingeniería funcional, capacidad de fabricación, ergonomía del usuario, identidad visual y cumplimiento global. Esta guía describe las mejores prácticas técnicas para asegurar el rendimiento listo para el mercado, la factibilidad de producción y la atracción del consumidor.
Consideraciones para la fabricación personalizada de productos de consumo
La fabricación exitosa de productos de consumo personalizados requiere una integración precisa de viabilidad técnica, atractivo visual, eficiencia de costos y cumplimiento normativo. Esta guía ofrece mejores prácticas enfocadas en ingeniería para producción escalable.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.