Español
Servicio personalizado en línea de mecanizado CNC de latón
Nuestro servicio personalizado en línea de mecanizado CNC de latón ofrece fabricación precisa de componentes de latón según sus especificaciones. Ideal para diversas aplicaciones, incluidas electrónica, automotriz y fontanería, garantizamos piezas de alta calidad, rentables, con tiempos de entrega rápidos y precios competitivos.
- Servicio de prototipado rápido CNC de latón
- Servicio CNC de mecanizado de latón para producción en pequeño volumen
- Producción en masa de mecanizado CNC de latón
- Servicio integral de mecanizado de latón
Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Conozca sobre el mecanizado CNC de latón
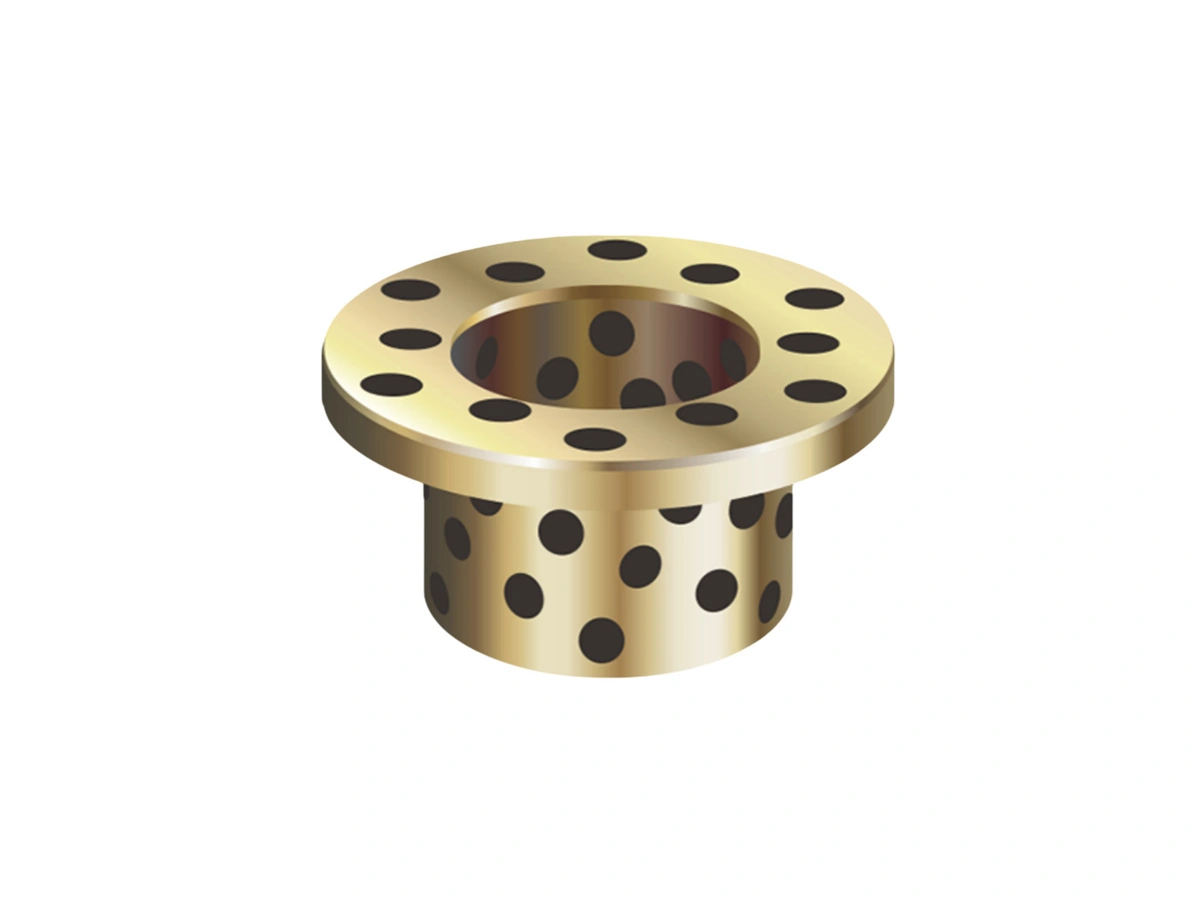
El mecanizado CNC de latón implica la fabricación precisa de componentes de latón con alta maquinabilidad, ofreciendo excelentes acabados superficiales y tolerancias estrictas. Se usa comúnmente para piezas de electrónica, automotriz y fontanería, combinando durabilidad con facilidad de procesamiento para una producción eficiente y rentable.

Aleaciones de Latón Típicas en el Mecanizado CNC
Las aleaciones de latón típicas usadas en el mecanizado CNC incluyen C360, C260, C270 y C377, ofreciendo excelente maquinabilidad, resistencia a la corrosión y conductividad eléctrica. Estas aleaciones son ideales para producir componentes como conectores, válvulas, accesorios y sujetadores, con una amplia gama de aplicaciones industriales.
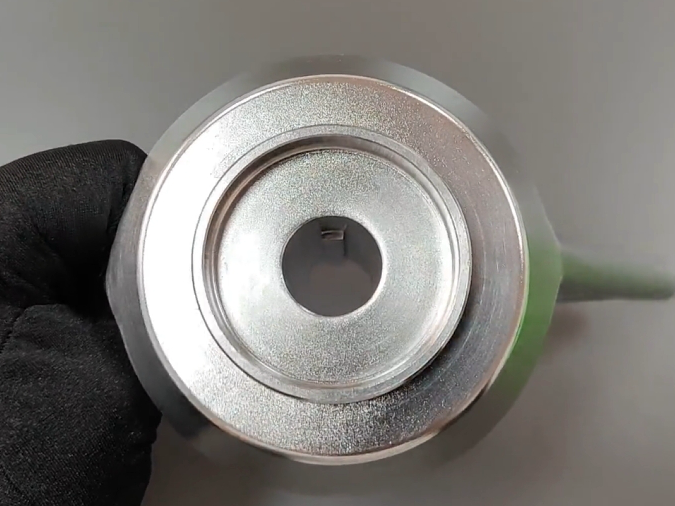
Tratamiento superficial para componentes de latón mecanizados por CNC
Los tratamientos superficiales para componentes de latón mecanizados por CNC, como el electrochapado, anodizado y pasivación, mejoran la resistencia a la corrosión, mejoran la estética y aumentan la durabilidad. Estos procesos son esenciales para aplicaciones electrónicas, de plomería, automotrices y decorativas, garantizando un rendimiento y longevidad óptimos.

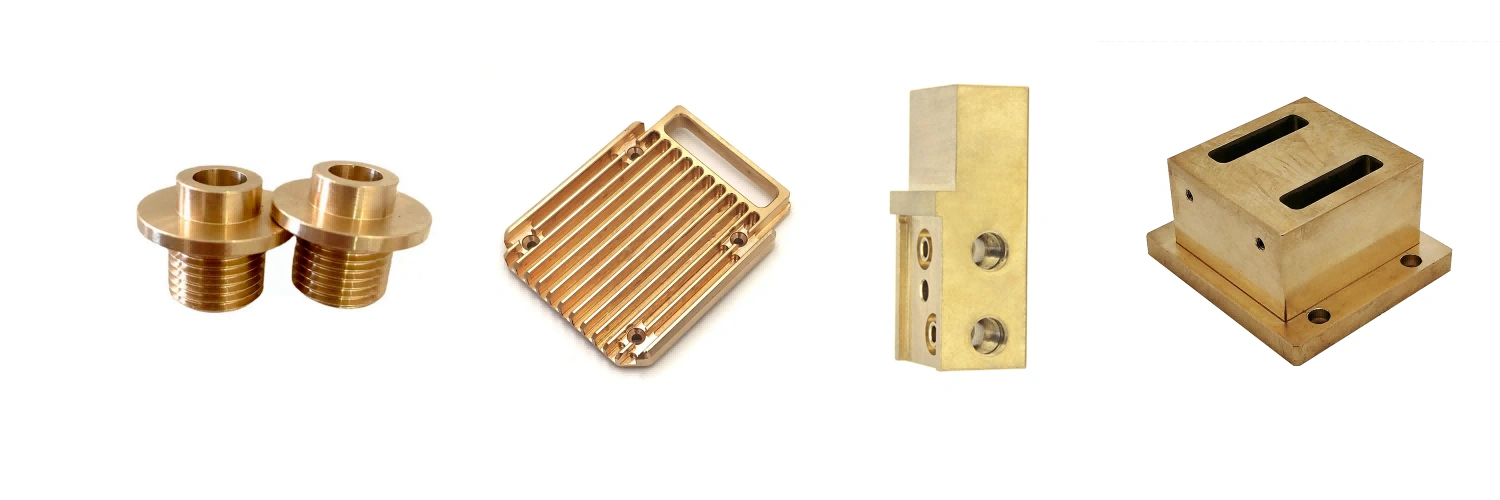
Estudio de caso de mecanizado CNC personalizado de latón
Este estudio de caso de mecanizado CNC personalizado de latón muestra la precisión y versatilidad de los componentes de latón para aplicaciones especializadas. El proyecto destaca procesos de mecanizado optimizados, soluciones rentables y resultados exitosos para industrias como la electrónica, automotriz y plomería, entregando piezas de alta calidad.







Comencemos un nuevo proyecto hoy
Sugerencias de parámetros para mecanizado CNC de latón
Los parámetros para mecanizado CNC de latón optimizan la eficiencia, vida útil de la herramienta y calidad de la pieza. Consideraciones clave incluyen potencia del husillo, tasa de avance, profundidad de corte, material de la herramienta y tipo de refrigerante. Ajustar estos parámetros asegura mecanizado suave, acabados precisos y resultados consistentes para piezas de aleación de latón.
Sugerencias de tolerancia para mecanizado CNC de latón
Las sugerencias de tolerancia para mecanizado CNC de latón aseguran precisión, eficiencia e integridad de la pieza. Las tolerancias recomendadas varían desde ±0.1 mm para aplicaciones generales hasta límites más estrictos para componentes de alta precisión. Las consideraciones incluyen el espesor de pared, tamaño de taladro, dimensiones de la pieza y volumen de producción para obtener resultados óptimos.
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.