Perfección superficial: cómo el arenado transforma piezas CNC
Introducción
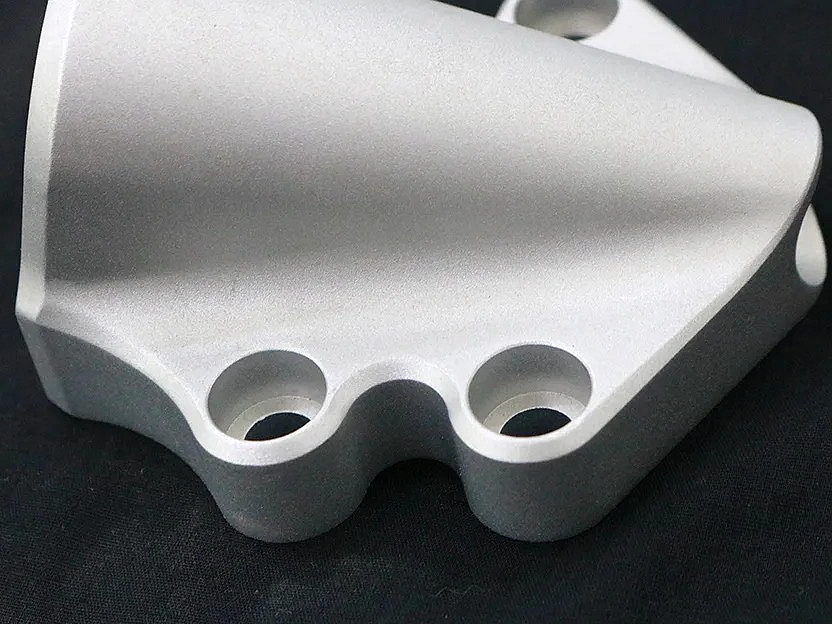
El chorreado de arena es un tratamiento mecánico de superficie aplicado a componentes mecanizados por CNC, utilizando medios abrasivos propulsados por aire comprimido para refinar la textura superficial tras procesos como el mecanizado CNC. Alcanzando típicamente una rugosidad superficial entre Ra 1.2–3.2 μm, el chorreado elimina eficazmente marcas de mecanizado, rebabas y defectos menores. Este tratamiento mejora significativamente la estética de los componentes al crear acabados mate o satinado uniformes, y también prepara las superficies para una mejor adhesión de recubrimientos y resistencia a la corrosión.
Ampliamente adoptado en las industrias automotriz, aeroespacial, de equipos médicos y electrónica de consumo, el chorreado de arena trata eficientemente diversos materiales, incluyendo aleaciones de aluminio, acero inoxidable y plásticos de ingeniería. Capaz de procesar uniformemente geometrías complejas y detalles intrincados, ayuda a los fabricantes a producir componentes visualmente atractivos y de alta calidad, optimizados para tratamientos de acabado posteriores como pintura, anodizado o recubrimiento en polvo.
Perfección de Superficie: Cómo el Chorreado de Arena Transforma las Piezas CNC
Principios Científicos y Normas Industriales
Definición:
El chorreado de arena implica el impacto controlado de medios abrasivos, típicamente óxido de aluminio, cuentas de vidrio o granalla de acero, propulsados por aire comprimido sobre superficies mecanizadas por CNC. Esto crea texturas uniformes (Ra 1.2–3.2 μm), elimina contaminantes y prepara las superficies para tratamientos de acabado o protectores adicionales.
Normas Aplicables:
ASTM D4417: Métodos estándar para medición del perfil superficial
ISO 8501-1: Preparación de sustratos de acero antes del recubrimiento
SAE J444: Norma para dimensionamiento de granos abrasivos
Función del Proceso y Casos de Aplicación
Dimensión de Rendimiento | Parámetros Técnicos | Casos de Aplicación |
|---|---|---|
Uniformidad Superficial | Rugosidad superficial consistente Ra 1.2–3.2 μm | Carcasas de dispositivos médicos, componentes aeroespaciales de precisión |
Mejora Estética | Acabados visuales mate o satinado | Electrónica de consumo, piezas automotrices de lujo |
Limpieza de Superficie | Eliminación completa de aceites, rebabas y contaminantes | Cuerpos de válvulas, equipos industriales, piezas de semiconductores |
Adhesión de Recubrimientos | Mejora de la fuerza de adhesión >50% | Recubrimientos automotrices, piezas aeroespaciales anodizadas |
Clasificación del Acabado Superficial
Matriz de Especificaciones Técnicas
Método de Chorreado | Parámetros Clave y Métricas | Ventajas | Limitaciones |
|---|---|---|---|
Chorreado con Óxido de Aluminio | Ra: 1.5–3.2 μm; Dureza: 9 Mohs | Eliminación de rebabas efectiva, excelente adhesión de pintura | Potencial incrustación en la superficie |
Chorreado con Cuentas de Vidrio | Ra: 1.2–2.5 μm; Dureza: 6 Mohs | Acabado satinado, sin daño al sustrato | Menos agresivo con rebabas grandes |
Chorreado con Granalla de Acero | Ra: 2.5–5.0 μm; Dureza: 40–50 HRC | Limpieza intensa, efecto de alivio de tensiones | No adecuado para componentes delicados |
Chorreado con Medios Plásticos | Ra: 1.0–2.0 μm; Baja dureza (3–4 Mohs) | Limpieza suave, ideal para piezas delicadas | Durabilidad limitada del medio |
Chorreado con Carburo de Silicio | Ra: 2.0–4.0 μm; Dureza: 9.5 Mohs | Limpieza agresiva, grabado rápido de superficies | Alta tasa de remoción de material |
Criterios de Selección y Guías de Optimización
Chorreado con Óxido de Aluminio
Criterios de Selección: Preferido para acabado superficial general, eliminación eficaz de rebabas y excelente preparación para recubrimientos.
Guías de Optimización: Controlar presión (4–6 bar), seleccionar tamaño de grano (#80–120 mesh) y asegurar movimiento uniforme de la boquilla.
Chorreado con Cuentas de Vidrio
Criterios de Selección: Ideal para lograr acabados suaves tipo satinado en componentes de precisión con impacto dimensional mínimo.
Guías de Optimización: Usar cuentas de vidrio finas (#100–200 mesh), mantener presiones moderadas (2–4 bar) y distancia constante de chorreado (15–25 cm).
Chorreado con Granalla de Acero
Criterios de Selección: Adecuado para piezas robustas que requieren limpieza intensiva y alivio de tensiones, especialmente acero y fundiciones.
Guías de Optimización: Emplear granalla de acero gruesa (S170–S330), controlar presiones (5–7 bar) y monitorear integridad superficial.
Chorreado con Medios Plásticos
Criterios de Selección: Recomendado para materiales delicados y componentes ligeros, asegurando mínima alteración superficial.
Guías de Optimización: Aplicar baja presión (1–3 bar), seleccionar medios plásticos adecuados (base acrílica o melamina) y reponer regularmente el medio.
Chorreado con Carburo de Silicio
Criterios de Selección: Para tratamientos agresivos de superficie y rápida eliminación de marcas de mecanizado en materiales duros.
Guías de Optimización: Establecer presiones de chorreado (4–6 bar), usar granos abrasivos medianos (#60–100 mesh) y monitorear proceso para evitar erosión excesiva.
Tabla de Compatibilidad Material-Acabado
Categoría de Sustrato | Método de Chorreado Recomendado | Ganancia de Rendimiento | Datos de Validación Industrial |
|---|---|---|---|
Chorreado con Cuentas de Vidrio | Acabado satinado uniforme; adhesión mejorada de pintura | Componentes aeroespaciales según norma ASTM D4417 | |
Chorreado con Óxido de Aluminio | Eliminación efectiva de rebabas; mayor resistencia a corrosión | Dispositivos médicos conformes con ISO 8501-1 | |
Chorreado con Medios Plásticos | Limpieza suave sin contaminación superficial | Implantes aeroespaciales según SAE AMS2430 | |
Chorreado con Medios Plásticos | Tratamiento delicado; baja rugosidad (Ra <2 μm) | Carcasas de dispositivos electrónicos validadas según ASTM D7127 | |
Chorreado con Granalla de Acero | Superficies alivio de tensiones; mayor resistencia a fatiga | Herramientas industriales verificadas según ASTM E466 |
Control del Proceso de Chorreado: Pasos Críticos y Normas
Esenciales Previos al Chorreado
Desengrasado de Superficie: Eliminación de aceites y contaminantes mediante lavado alcalino o disolventes (ISO 8501-1).
Enmascarado y Protección: Enmascarado de dimensiones críticas y áreas roscadas (cumplimiento ASTM D6123).
Selección de Medio: Tamaño de grano y dureza verificados según normas SAE J444.
Controles del Proceso de Chorreado
Monitoreo de Presión: Mantener presiones constantes de chorreado (precisión ±0.2 bar).
Control de Distancia: Distancia constante boquilla-pieza (15–25 cm) para acabado uniforme.
Control de Calidad del Medio: Inspeccionar y reponer medios abrasivos regularmente para mantener calidad constante.
Verificaciones Posteriores al Chorreado
Medición de Rugosidad: Validar usando perfilómetros según ASTM D4417.
Inspección de Limpieza: Asegurar superficies libres de contaminantes mediante evaluación visual y microscópica (ISO 8501-1).
Preparación para Pruebas de Adhesión: Confirmar mejora de adhesión mediante pruebas estandarizadas (ASTM D3359).
Preguntas Frecuentes
¿Cuáles son las principales ventajas del chorreado de arena en piezas CNC frente a otros métodos de acabado?
¿Puede el chorreado dañar o deformar piezas CNC de precisión?
¿Qué medio abrasivo es más adecuado para componentes CNC delicados?
¿Cómo mejora el chorreado la adhesión de recubrimientos posteriores como pintura o anodizado?
¿Es adecuado el chorreado para todos los tipos de materiales CNC, incluyendo plásticos y piezas no metálicas?
