高精度CNC深穴加工サービス – お見積もりはこちら
限界への挑戦:先端製造業における高精度深穴加工の重要な役割
精密製造において、深穴加工は長年にわたり、その企業の技術力を測る重要な指標とみなされてきました。Newayのシニアプロセスエンジニアとして、私は一本一本の深穴が、技術的な完成度を極限まで追求した成果であることを深く理解しています。長さと直径の比(L/D比)が10:1を超えると、従来の加工方法はたちまち限界に達します。工具のたわみ、切りくず排出の難しさ、熱の放散不良、不安定な内面粗さなどが、部品性能を制約する主要因として一気に表面化してくるのです。
現代のハイエンド装置製造において、深穴はもはや単純な貫通穴やねじ底ではありません。燃料供給、油圧伝達、冷却回路などを担う重要な機能要素へと進化しています。航空エンジン用燃料ノズルから、外科ロボットの高精度駆動シャフトに至るまで、深穴の径公差、真直度、位置精度、内面粗さに対する要求は極めて厳格です。まさにそこに、当社の深穴加工サービスの価値があります。お客様が直面する最も困難な深穴加工課題を解決することが、私たちの使命です。
深穴加工技術の基礎:ガンドリル・BTA・エジェクタシステムとは
ガンドリル加工:小径深穴に最適な高精度プロセス
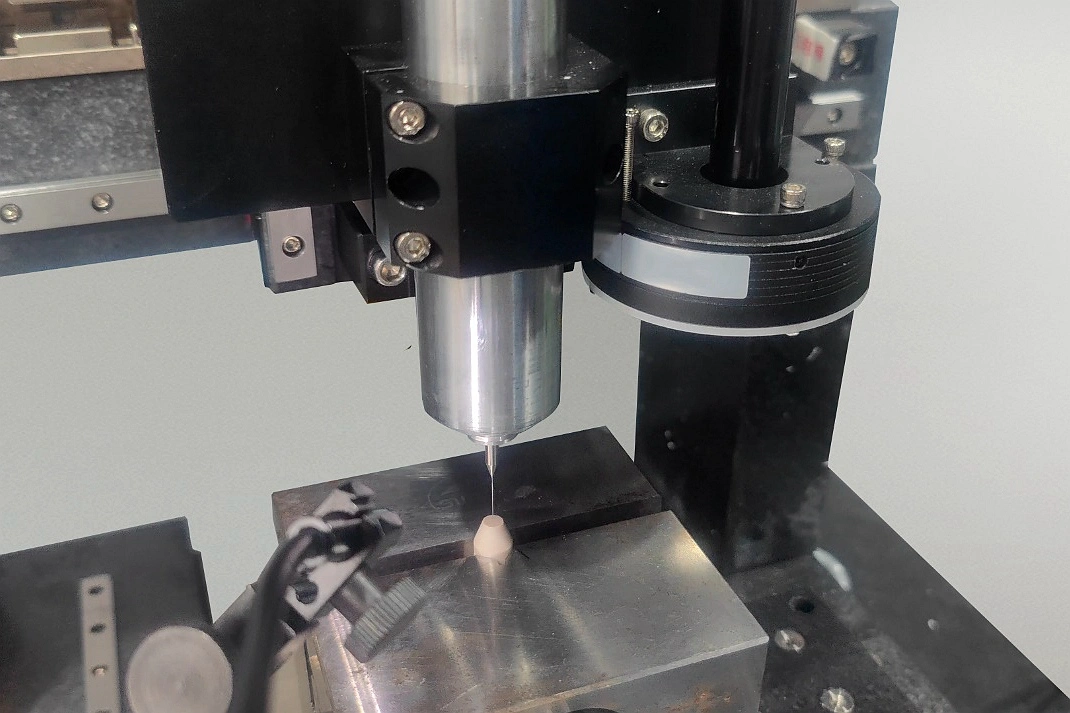
ガンドリル加工は、小径かつ深い穴の加工において、当社が最優先で採用する方法です。単管式のシステムで、高圧クーラントを用いてドリルチューブ内部のV字溝から切りくずを排出します。独特な切れ刃形状とクーラント通路レイアウトにより、加工全体を通じて優れた安定性とスムーズな切りくず排出を実現します。当社のガンドリル設備は、直径1.5mm〜20mmの深穴を安定して加工でき、長さ/直径比100:1という、一般的なツイストドリルではほぼ不可能なレベルを達成しています。
BTAシステム:中・大径深穴の高能率加工
直径20mm以上の深穴に対しては、BTA(Boring and Trepanning Association)システムを採用します。この二重管構造では、高圧クーラントをドリルチューブと穴壁の間の環状隙間から供給し、切りくずをドリルチューブ内部から排出します。BTAシステムは高い生産性と良好な内面仕上げを備えており、中・大径深穴の量産加工に最適です。当社の多軸加工センターでは、BTAシステムを組み合わせることで、複雑部品に複数の深穴をワンチャックで効率よく加工できます。
径・L/D比・材質に基づく最適プロセスの選定方法
最適な深穴加工プロセスを選定するには、多くの要素を総合的に評価する必要があります。穴径と長さ/直径比に加え、材料特性は極めて重要な判断基準です。たとえば超合金のような難削材では、専用の切れ刃形状とクーラント条件を選択します。チタン合金の場合には、微細組織の悪化を防ぐため、温度管理に特に注意を払います。当社のプロセスエンジニアリングチームは豊富な実務経験を有しており、各プロジェクトに最も適した加工ソリューションを的確に設計します。
Newayの高精度深穴加工における中核能力と技術仕様
Newayの深穴加工部門には、多軸深穴加工機、ガンドリルシステム、BTA設備など、世界トップレベルの専用機が導入されています。当社の能力範囲は、直径1.5mm〜50mmの深穴に対応し、最大長さ/直径比150:1まで加工可能です。これは業界でもトップクラスの水準です。公差管理においては、内径公差IT7レベル、真直度0.02mm/100mm以内、位置精度0.05mm以内を実現しています。
内面品質は、深穴加工性能を評価するうえでの重要な指標です。切削条件とクーラントシステムを最適化することで、内面粗さRa 0.4μmまで低減することができます。これにより、後工程の仕上げ加工を最小限に抑えられるだけでなく、過酷な使用環境下でも高い信頼性を確保できます。内径の電解研磨処理が必要な部品に対しても、当社の加工品質は理想的なベース面を提供します。
材料技術の強み:難削材における深穴加工の課題克服
超合金・チタン合金に対する深穴加工戦略
超合金やチタン合金は、深穴加工において最も難しい材料として広く知られています。高い強度と低い熱伝導率により、加工硬化や急激な工具摩耗が問題になりやすいからです。当社では、高性能コーティング工具、最適化された切削条件、専用に調整したクーラントを組み合わせることで、これらの課題に効果的に対処しています。たとえばInconel 718を加工する際には、ステップ送りを用いた送り制御と高圧内部給油を併用し、切りくず詰まりによる工具破損を防ぎつつ、安定した切りくず排出を実現しています。
ステンレス鋼における深穴加工と切りくず制御
ステンレス鋼は高い靭性と凝着摩耗を起こしやすい特性を持つため、深穴加工では長く連続した切りくずが発生しやすく、切りくず排出を大きく妨げます。当社では、専用のチップブレーカ形状を設計し、パルス送り戦略とクーラント圧の精密制御を組み合わせることで、この問題を解決しています。316ステンレス鋼の深穴加工においては、特に内面の加工硬化を抑えることに重点を置き、後工程の処理を容易にしています。
アルミ合金における高能率深穴加工と表面保護
7075アルミ合金は比較的切削しやすい材料ですが、深穴加工では特有の注意点があります。材料が軟らかいためにバリが発生しやすく、表面傷にも敏感です。当社では、高速回転・低送りの切削戦略と、アルミ専用の切削油剤を組み合わせることで、加工能率と内面品質の両立を図っています。重要部品では、加工直後に洗浄を行い、アルミ表面の酸化や腐食を防止しています。
深穴加工の主要品質指標と当社の検査保証体制
検査は、深穴加工の精度を保証する最後にして最も重要なゲートです。当社は、原材料から完成品に至るまで、あらゆる段階をカバーする深穴専用の検査システムを構築しています。加工中には、切削抵抗、クーラント圧力、流量などを継続的に監視し、安定した切削状態を維持します。加工完了後は、専用の内径ゲージ、エアマイクロメータ、三次元測定機を用いて、内径寸法、真円度、円筒度を高精度に測定します。
真直度の確認には、最新のレーザー測定システムを使用し、穴全長にわたる真直度偏差をマッピングします。これにより、工具摩耗や機械精度に起因する問題を早期に検出・補正し、すべての深穴が設計仕様を満たしていることを保証できます。特に熱処理後は、重要な深穴について再測定を行い、変形の影響を評価しながら、寸法公差が許容範囲内に収まっているかを確認します。
業界別ソリューション:重要分野における深穴加工の応用
航空宇宙:燃料ノズルおよび油圧アクチュエータシリンダ
航空宇宙分野において、当社はエンジン用燃料ノズルのミクロンオーダーの噴孔加工を行っています。これらの孔は直径0.1〜0.3mm程度で、長さ/直径比が20:1を超えることが一般的です。高精度ガンドリル加工によって、各噴孔の流量を高い再現性で揃え、燃焼効率を最大化しています。油圧アクチュエータシリンダ内の深穴についても、������ール摩耗・漏れを防ぐために非常に高い真直度と内面粗さが要求されます。
医療機器:外科用器具・内視鏡部品・インプラントガイド孔
医療機器分野では、深穴に対する要求はさらに厳しくなります。外科用器具の穴は、小径・大きなL/D比・優れた内面粗さを同時に満たす必要があります。内視鏡部品では、直径1.2mm・深さ120mmのイメージバンドル用通路を加工し、その真直度を0.05mm以内に抑えています。これはあらゆる加工プロセスにとって極めて高いハードルです。整形外科用インプラントのガイド孔についても、手術精度と患者の安全性を確保するために、寸法精度と内面品質に一切の妥協が許されません。
石油・ガス:バルブボディおよび検層ツールハウジング
石油・ガス業界では、バルブボディ内の深穴は高圧・強腐食環境下で長期間使用されます。当社は最適化されたプロセスと厳格な品質管理を通じて、こうした重要機能部の長期信頼性と耐久性を確保しています。検層ツールハウジングは、多数の深穴が複数のチャンバーを貫通し、極めて厳しい位置精度が求められることが一般的です。当社の多軸加工能力は、このような要求に対応するための高い位置決め精度を提供します。
高精度深穴加工のパートナーとしてNewayを選ぶ理由
Newayは、技術革新を通じて製造業の高度化を推進することに尽力しています。当社の深穴加工チームは、豊富な現場経験を持つエンジニアと技術者で構成されており、全員が厳格なトレーニングと認証を受けています。高度な設備を保有しているだけでなく、複雑な深穴課題を解決してきた豊富なノウハウを蓄積していることが大きな強みです。試作段階でのプロセス検証から、小ロットトライアル、そして本格量産に至るまで、ライフサイクル全体を通じた技術サポートを提供します。
当社のワンストップサービスモデルにより、お客様は完全に統合されたソリューションを一括で受けることができます。深穴加工から熱処理、表面仕上げ、最終検査に至るまで、製造チェーン全体を当社が一貫して管理します。この統合体制により、効率の向上だけでなく、全工程にわたる品質一貫性も保証されます。
Newayでは、あらゆる深穴加工プロジェクトを、当社の精密製造能力を示す絶好の機会ととらえています。部品がどれほど複雑であっても、要求がどれほど厳格であっても、最適な技術ソリューションを提供することをお約束します。高精度深穴加工において、当社の専門性と妥協なき姿勢は、お客様の最も信頼できるパートナーとなると確信しています。
見積依頼時に必要な情報:正確な見積を迅速に得るために
正確かつ迅速な見積をご提供するため、RFQ(見積依頼)には以下の情報をご記載いただくことをお勧めします。深穴寸法、公差、技術要件が明確に記載された部品図面または3Dモデル、材料仕様(グレードおよび材質状態)、予定数量、表面処理要件、その他特別な指示などです。これらの情報に基づき、当社エンジニアが詳細な技術提案と競争力のある見積を作成し、通常24時間以内にご提示します。
